

Heat-induced issues in chocolate pumping with wafer pieces are a common challenge in the confectionery manufacturing industry. Achieving a consistent, uninterrupted workflow while maintaining the quality and integrity of the chocolate mix is paramount. However, when traditional pumps fail to perform, it can lead to production disruptions, caramelisation of ingredients, and, ultimately, financial setbacks.
This blog explores a real-world problem faced by a confectionery manufacturer using a Lobe pump, how the issue was resolved with a Graco sanitary flap valve diaphragm pump, and the remarkable results achieved since implementation. If you’re looking to optimise your chocolate or food processing operations, read on to uncover the key to solving pump-related inefficiencies.

Challenges with Traditional Lobe Pumps in Chocolate Wafer Applications
Lobe pumps are often used in chocolate production due to their gentle handling of delicate materials. However, when applied to complex mixes like chocolate with wafer pieces, they can encounter significant challenges.
Heat Generation and Caramelisation
Lobe pumps generate a substantial amount of heat during operation. For this application, the heat introduced by the pump led to caramelisation of the chocolate-wafer mix. This altered the texture and quality of the product, compromising the manufacturer's output standards.
Hardened Residue Build-Up
The heat not only caramelised the mix, but it also caused hardened residue to accumulate around the internal casing of the pump. Over time, this build-up increased friction, further escalating the thermal issue and, ultimately, causing the pump to seize.
Production Downtime
Seizing up is one of the most disruptive pump failures in manufacturing. Each instance results in halting production, the need for urgent maintenance, and often expensive repairs or replacements. For this manufacturer, the lobe pump's performance issues translated directly into costly downtime.
Finding the Right Pumping Solution
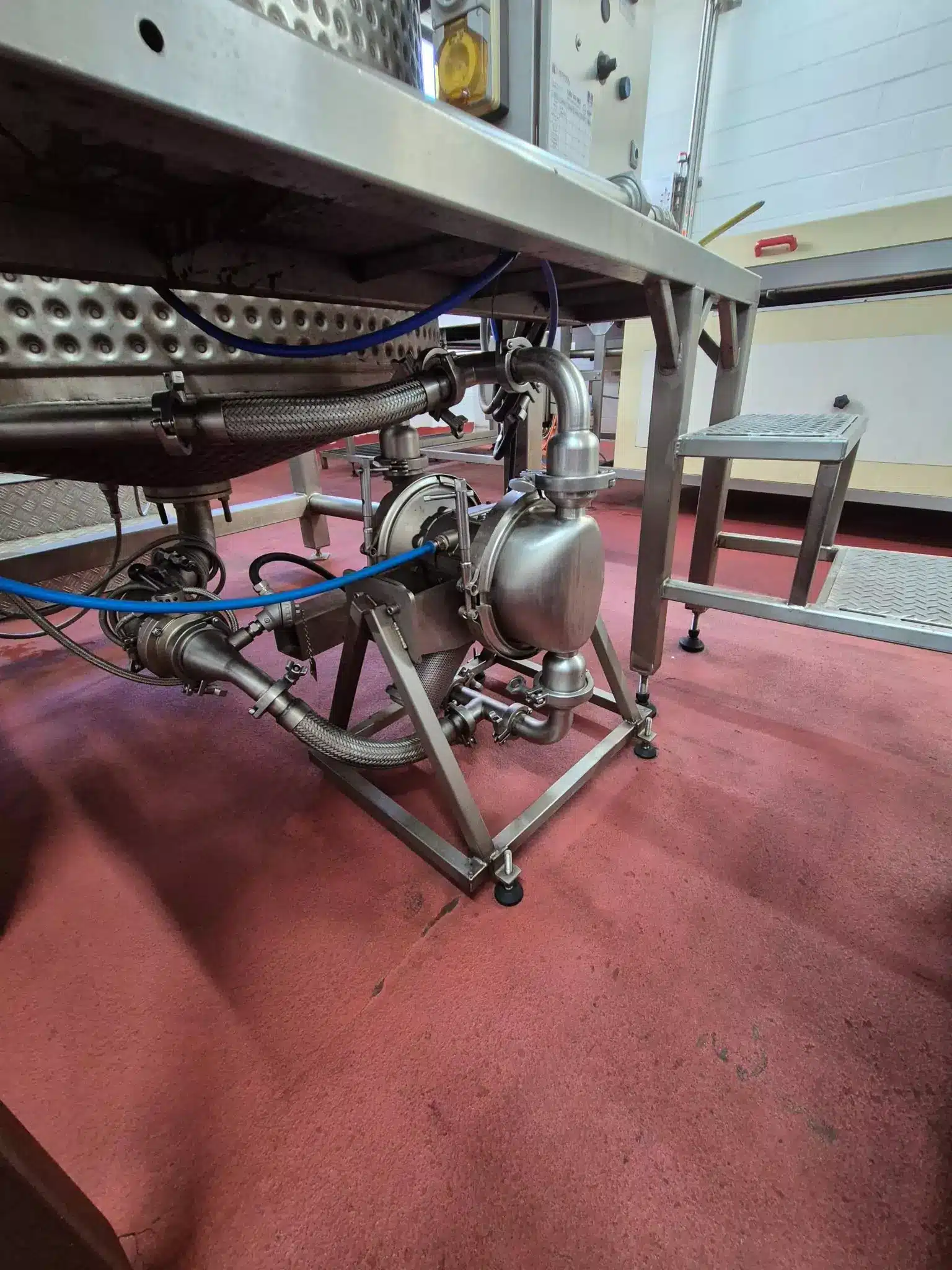
The key to overcoming these challenges was identifying a pump that could handle chocolate with wafer inclusions, deliver reliability, and eliminate thermal complications. Through careful analysis of the application requirements, the Graco sanitary flap valve diaphragm pump was recommended as the optimal solution.
Why Choose the Graco Sanitary Flap Valve Diaphragm Pump?
The Graco sanitary diaphragm pump is purpose-built for sensitive food applications, offering several critical advantages over traditional lobe pumps.
1. Gentle Product Handling
The flap valve design ensures the movement of larger, solid-infused materials like wafer pieces without causing damage or blockages. This is a major advantage for manufacturers processing textured food products.
2. Significant Reduction in Heat Generation
Unlike lobe pumps, diaphragm pumps generate minimal heat during operation. This eliminates the risk of caramelisation, preserving the integrity and quality of the chocolate-wafer mix.
3. Clean-In-Place (CIP) Capability
Graco's sanitary diaphragm pump is designed for easy cleaning and maintenance. Its CIP functionality ensures that residue build-up is prevented, maintaining operational efficiency and hygiene standards.
4. Durable and Reliable Performance
Built to handle demanding food manufacturing conditions, this pump has proven to deliver continuous, uninterrupted performance. Its robust design prevents seizing, even in applications as intricate as chocolate wafer pumping.
5. Compliance with Food Safety Standards
Graco's pump adheres to the highest sanitary requirements, offering the assurance needed for food-grade applications.
Real-World Impact After Implementation
Upon replacing the malfunctioning lobe pump with Graco’s sanitary diaphragm pump, the confectionery manufacturer experienced immediate benefits. Here's what changed post-implementation:
Zero Production Downtime
Since installing the Graco sanitary flap valve diaphragm pump, the manufacturer has not reported a single instance of downtime due to pump malfunctions. The reliable design and reduced thermal risks have ensured seamless, continuous production cycles.
Enhanced Product Quality
Without heat-related caramelisation or residue build-up, the chocolate wafer mix maintained its intended texture and consistency. This preserved the overall quality of the manufacturer's output.
Long-Term Cost Efficiency
The elimination of frequent repairs, maintenance-related downtime, and product wastage translated into substantial cost savings. Although the initial investment in the Graco pump may have been higher, the long-term savings more than justified the decision.
Improved Operator Confidence
Operators reported increased confidence in the performance and reliability of the new pump. The clean-in-place capability also streamlined maintenance, reducing time and effort spent on cleaning.
Takeaways for Chocolate and Food Manufacturers
This case demonstrates that the right pump solution can transform operations, improving quality, efficiency, and overall output. For manufacturers working with chocolate or other viscous substances combined with inclusions like wafers, nuts, or fruit, a diaphragm pump with a flap valve design offers unmatched advantages.
Why You Should Consider a Pump Upgrade
If your current pump system is causing issues like heat-induced product changes or frequent repairs due to residue build-up, it’s time to reassess. Upgrading to a pumping solution like Graco’s sanitary diaphragm pump could be the key to achieving a more efficient and reliable operation.
Partner with Pumping Experts
Selecting the right pump requires expertise and a thorough understanding of your specific application needs. Work with a trusted supplier who understands the demands of the food and beverage industry and can recommend the most suitable solution to your challenges.
Future-Proof Your Chocolate Production Process
For this confectionery manufacturer, transitioning to the Graco sanitary diaphragm pump has been a game-changer. The newfound efficiency, reliability, and consistency have helped them achieve their production goals without the constant worry of downtime or product compromise.
Is your manufacturing process ready for a pump upgrade? Get in touch with our team to explore tailored pump solutions for your application. Together, we’ll ensure your equipment supports not just your immediate needs but your long-term growth.

