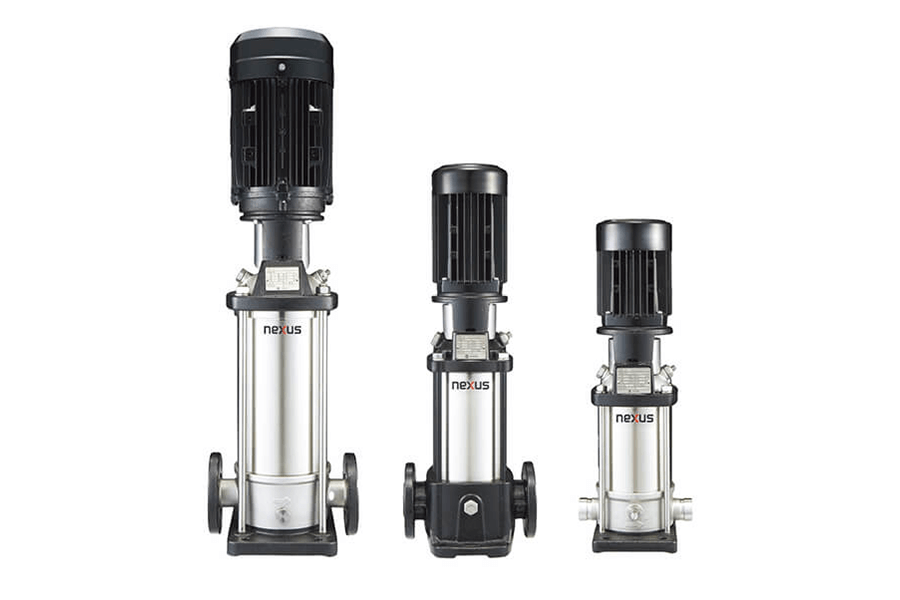
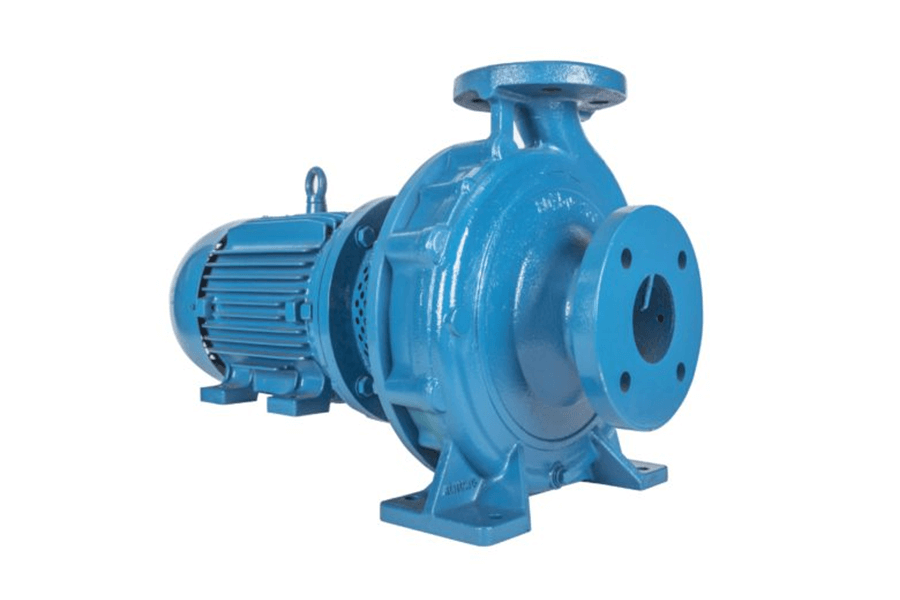
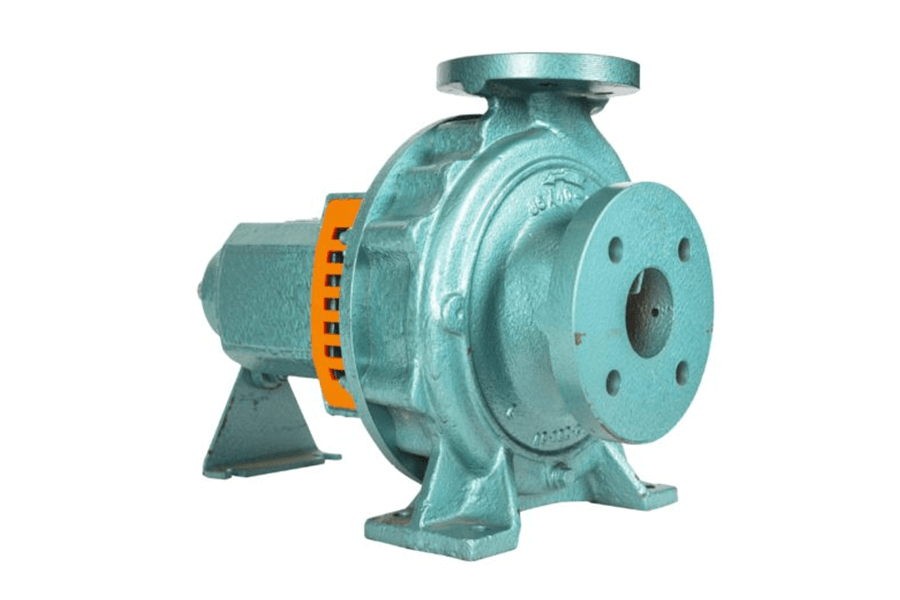
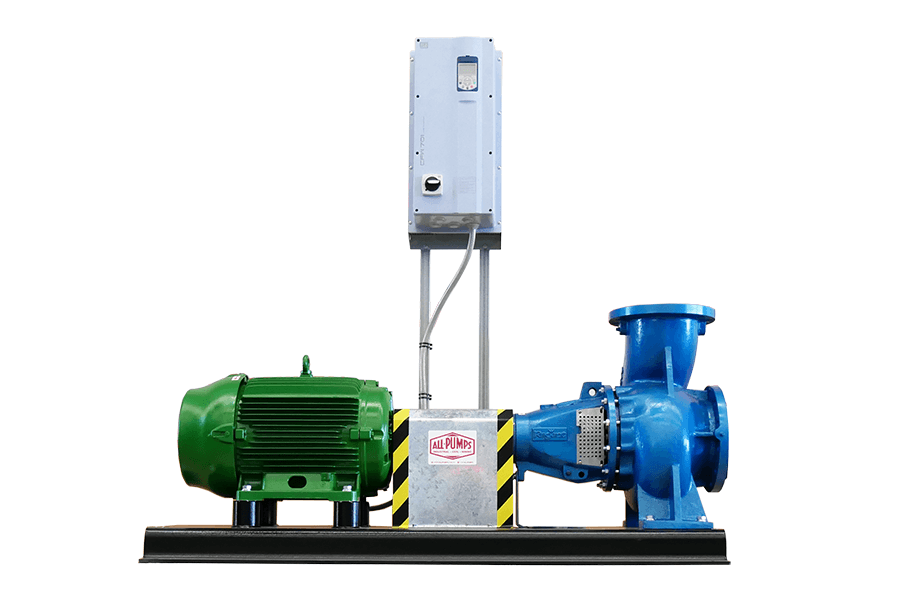
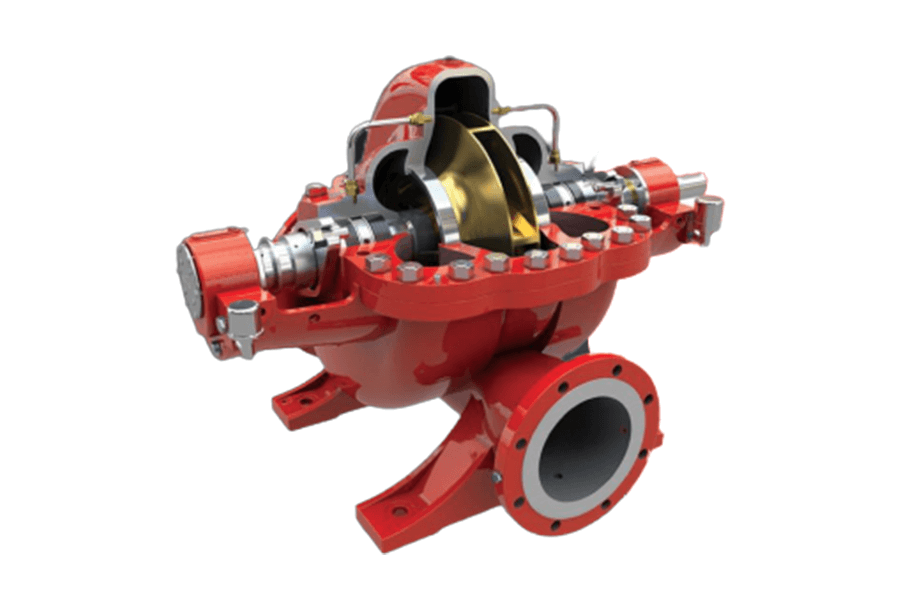
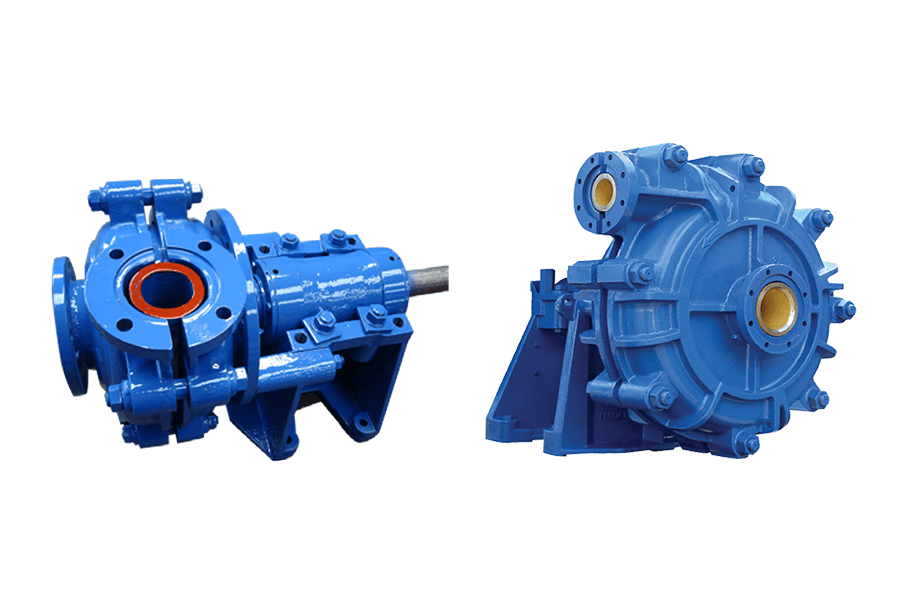
Nexus boasts a powerhouse of industrial pumps that are engineered to meet the toughest fluid transfer requirements in almost any sector. Featuring a robust design fabricated with modern technology principles, the Nexus Centrifugal Pumps are a popular choice for many industrial and municipal applications. The trouble-free operation and effective flow rate at low voltages make these pumps cost-effective. Their wide selection of materials makes them compatible with most types of fluids. So, in every fluid handling situation, there’s always a Nexus pump for it.
Talk to our experts