Overview
A customer’s SPX hygienic lobe pump was submerged in flood, causing downtime indefinitely. The customer applied for an insurance claim for a replacement pump, but their policy had a low per-occurrence limit and was not enough to purchase a brand-new SPX pump. With their budget, All-Pumps recommended an equally efficient but more affordable pump as a replacement – an INOXPA lobe pump.
The Problem
A customer required a replacement pump quickly as the SPX pump they were using was submerged in a recent flood. They placed an order under their insurance with limited per-occurrence value, thus leaving them unable to buy a new SPX pump. Alternatively, they searched for different brands that would not match the footprint of their old lobe pump.
The Solution
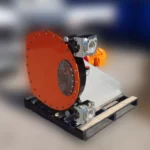
All-Pumps recommended an INOXPA hygienic lobe pump mounted on a custom-built base plate to fit their old pump’s footprint easily. We also provided the gearbox and motor for a complete pump-motor assembly.
Project Highlights
I – Large Stock of Industrial Pumps for Quick Turnaround
All-Pumps has the capability of procuring pumps from local and foreign brands as we work closely with the world’s most trusted pump manufacturers. We have a wide range of pumps, parts, and accessories in stock in our workshop and spare room to provide the quickest turnaround for emergency situations like our latest customer’s problem. With our 50 years of experience in the field, All-Pumps gives industries the highest certainty that they are getting the right and best solutions for their applications.
II – INOXPA Lobe Pumps for Hygienic Solutions
Hygienic rotary lobe pumps are used in industries such as food processing, beverage, cosmetics, pharmaceutical, chemical, and other sectors where hygiene and product integrity are critical. These pumps transfer delicate and viscous food products like dairy, sauces, and desserts into the food-processing industry. In the cosmetic industry, they assist in the transfer of creams, lotions, and gels. Similarly, lobe pumps enable the safe and hygienic transfer of medicines and liquids in the pharmaceutical industry. Other industries, such as chemical and personal care also utilise lobe pumps for transferring a range of sensitive fluids and abrasive substances safely and efficiently.
INOXPA lobe pumps boast stainless steel construction, smooth surfaces, and gentle pumping action, making them ideal for handling shear-sensitive and viscous fluids without compromising product quality. These pumps are known for their versatility, ease of cleaning, and reliability, making them a trusted choice for applications requiring precision and sanitary fluid transfer.
INOXPA is among the most competitive hygienic rotary lobe pump market players. It is a leading supplier of various industrial pumps, from positive displacement to centrifugal pumps and has a rich history dating back to 1972. Its market growth can be attributed to its commitment to innovation, product quality, and customer satisfaction. The company has a strong global presence with branches and distributors in over 100 countries. In 2022, INOXPA reported sales revenue of approximately €92.8 million.