Overview
A mining customer had trouble with the old hose pump they used for handling slurry. As experts in providing effective slurry handling solutions, All-Pumps recommended an Abaque hose pump for mining to reduce maintenance costs and time and improve their system’s performance.
Problem
A customer was chasing a new hose pump for mining to replace their old Bredel pump, which was not very durable. With the low-quality construction of the said pump, the customer would go on hours of breakdown, greatly affecting their timeline and bottom line.
Solution
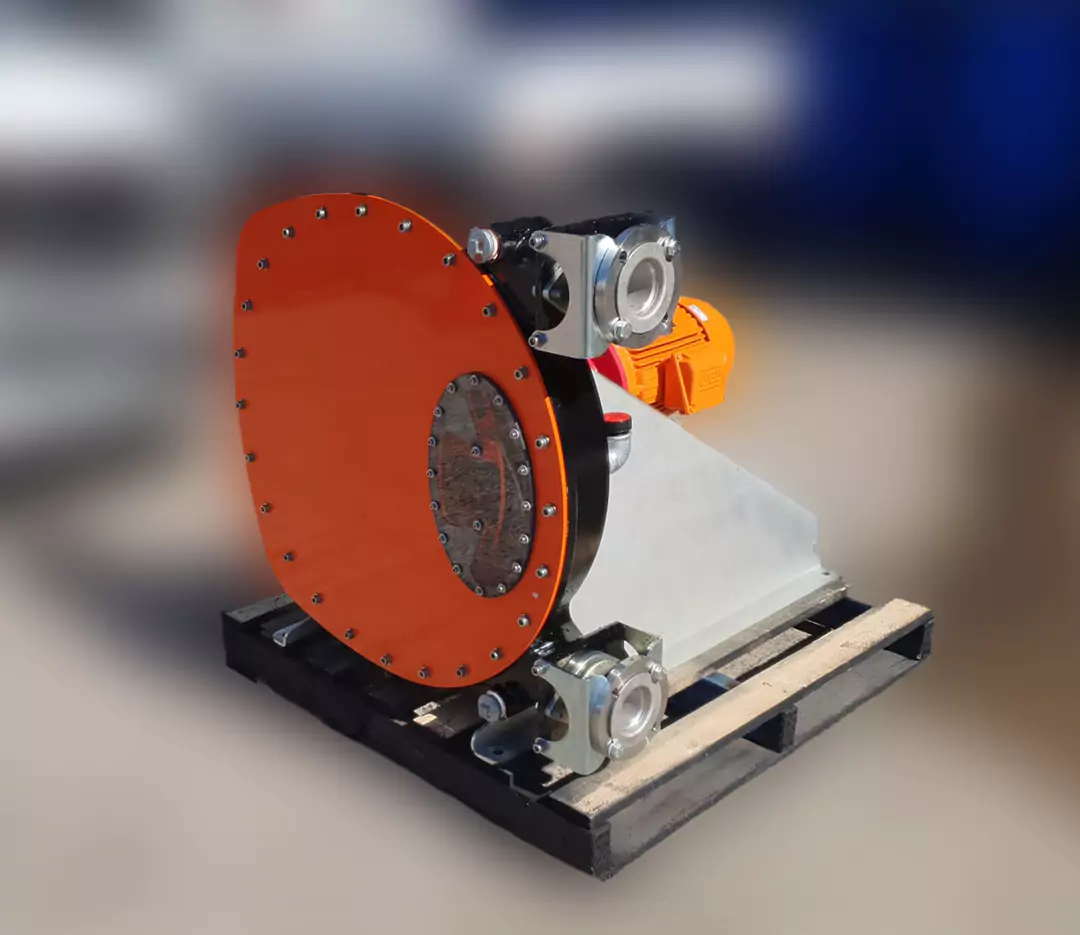
We supplied an Abaque hose pump (also peristaltic or peristaltic hose pump) made in France that is suitable for slurries on mine sites. Abaque hose pumps use durable materials like Buna-N (NBR) and natural rubber (NR), known for high wear and abrasion resistance. Also, Abaque hose pumps are easy to maintain as the hose is the only wearing component.
Project Highlights
Abaque hose pumps are designed to give continuous, reliable performance in some of the most demanding applications in the mining industry. They have a capacity of up to 54,000 litres per hour for intermittent operation and 36,000 litres per hour for continuous pumping.
Abaque hose pumps can also handle viscosities up to 70,000 cst and temperatures up to 80 degrees Celsius – perfect for slurry handling and mining environments. The company manufactures hose using different materials to ensure chemical compatibility – a key to prolonging hose life and minimising leaks and breakdown.
We coupled the hose pump to a WEG W22 mining motor designed to operate in hazardous mining conditions where temperatures are extreme and risk of explosion is always present.
Together, the Abaque hose pump and WEG mining motor ensure low maintenance, significantly reducing undesirable downtime and providing greater plant availability.
