Overview
An urban mining company needed several chemical pumps to build a new wet crush processing plant in Sydney. Being a major recycler in the city, the client deals with large volumes of waste to reclaim elements and compounds that can be reused for different purposes, such as construction materials and electronics. Sample wastes include concrete, bricks, steel reinforcements, roofing materials, copper pipes or aluminum, electronics, and other scrap metals. These recovered materials undergo complex processing, which includes crushing.
Problem
The customer needed pumps to handle highly corrosive and abrasive chemicals daily. The chemical pumps should also handle high-flow, high-pressure chemical transfer conditions. Apart from these system requirements, the customer wanted to minimise capital outlay while ensuring reliable results. They also needed local support and knowledgeable backup for operational success in the future.
Solution
We went through our selection process with several engineers from both sides to pinpoint the best pumps for the project that wouldn’t cost the earth. Our wide range of products and our partnership with Graco, Blacoh, Finish Thompson, and Grundfos enabled us to deliver a complete solution without complicating it for the client. Each pump was tested and supplied to the customer’s exact duty requirements. Overall, the success of this project depended on our our pump selection process expertise, access to pumps for every application, and knowledgeable and trained technicians to provide assistance in the whole process—from setting up the new crusher plant’s pump system to maintaining it.

Project Highlights
FTI MAG DRIVE PUMPS TO HANDLE DIFFERENT CHEMICALS
Not all pumps are built to handle harsh substances like the chemicals used to process wastes in urban mining. Magnetic-driven pumps (or mag drive pumps) have no mechanical seal that could be affected by strong chemicals, making them ideal for handling demanding chemical applications.
The sealless technology of mag drive pumps also means no leaks. Mag drive pumps have two separate contained areas for the motor and the impeller. The pumped fluid remains in a hermetically sealed housing. Even the most corrosive chemicals can be pumped without concern of leakage.
The mag drive pump design also decreases maintenance costs and dramatically improves system uptime. Mechanical seals are among the frequently worn-out parts in a sealed pump. They need regular maintenance to prevent damage. Thus, without them, mag drive pumps can greatly minimise system downtime.
With all these benefits, it was obvious that an FTI mag drive pump would be fit for the job.
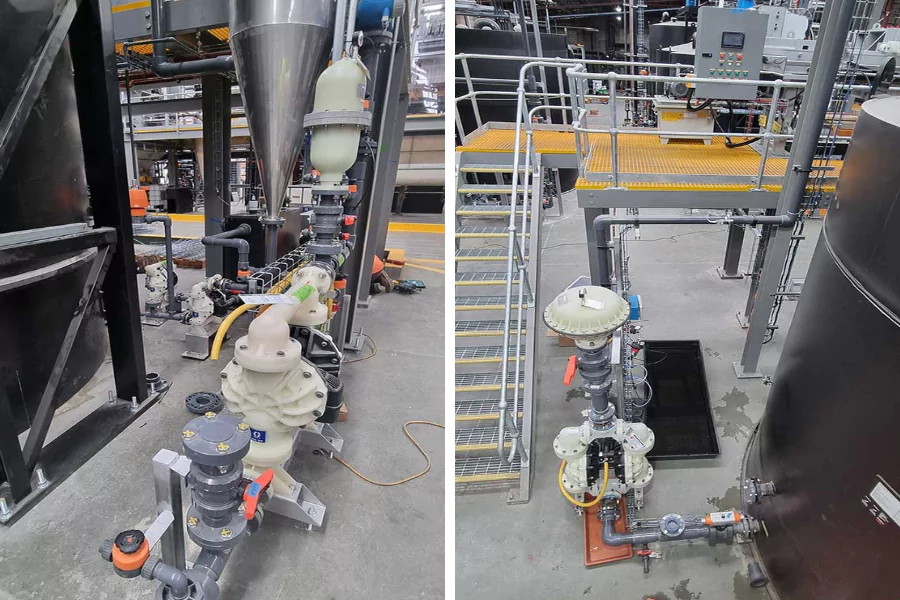
ABILITY TO COUPLE THE GRACO HUSKY AIR-OPERATED PUMPS WITH BLACOH PULSATION DAMPENERS FOR RELIABLE AND PULSELESS OPERATION
Several air-operated double diaphragm pumps were used in the plant. Given the application requirements, we concluded that a Graco Husky plastic AODD would be the best type to use in the system.
Blacoh Pulsation dampeners were used along with the AODD pumps to maintain regularity to the outgoing flow. These instruments minimise pulsations, vibrations, and water hammers to safeguard the entire pump system. Blacoh dampeners come in a wide choice of construction materials, which helped us determine the best chemical compatibility with the duty fluid in our customer’s applications.
Air-operated double-diaphragm (AODD) pumps provide a reliable transfer solution in chemical applications. The lack of electrical components means diaphragm pumps can be operated in challenging, damp, flammable environments and can be installed easily and quickly. Plastic AODD pumps also offer superior chemical resistance and rugged, leak-free construction.
Additionally, they tend to resist corrosion, are capable of running dry and self-priming, produce a shear-sensitive flow, have no mechanical seals, can deadhead, and can be easily maintained.
The Polypropylene Husky 3300 with the new centre discharge also features an improved diaphragm design for longer life, satisfying the customer’s wish to cut costs. Among other benefits, these chemical pumps are also designed to increase efficiency by up to 30% and flow by up to 10%.
Overall, our engineering team worked on all small details of the project, from design to pump selection, and ironed out any potential issues before the pumps were ordered — all based on the experience we have accumulated over the last 50 years that is built into our selection process, ability to service and provide commissioning support with real solutions, and skills and experience in dealing with dangerous chemicals.
The project will have a significant positive environmental impact over the coming years, and we are proud to partner on this journey.