
Cross-sectional schematic of a mechanical seal with an integrated pumping ring and flush ports, illustrating an API Plan 23 arrangement where seal chamber fluid is circulated through an external heat exchanger to reduce temperature, suppress vaporization, and improve mechanical seal reliability.
Sealing Sense
Reducing the temperature in the seal chamber offers many benefits to the performance and reliability of a mechanical seal operating in hot service. This is one of the most effective ways to increase the vapor pressure margin and prevent the pumped fluid from flashing in the seal chamber or at the interface of the mechanical seal’s faces. Additionally, lowering the seal chamber temperature also increases the fluid’s viscosity, providing a more stable fluid film at the interface of the seal faces.
One method of achieving a reduction in temperature is to circulate fluid from the seal chamber through a heat exchanger and return the cooled fluid back into the seal chamber. The heat exchanger is often referred to as a “seal cooler” since it is not part of the process, but just an auxiliary system component. This piping arrangement is known as an API Plan 23. When installed, operated and maintained correctly, a Plan 23 is one of the most effective methods of lowering the seal chamber temperature.
Creating Flow
Fluid is circulated through the heat exchanger by a pumping ring incorporated into the mechanical seal’s design. The pumping ring, typically a slotted wheel or helical scroll, is spinning with the pump shaft and functions as a miniature pump within the seal chamber. In comparison to the main impeller on the pump shaft, the pumping ring only generates an extremely small fraction of pressure head and flow. Thus, it is of critical importance that the design, selection and installation of the flow circuit is optimized to provide the least resistance to flow, thereby maximizing the circulation rate and the ability of heat energy to be transferred from the seal chamber to the heat exchanger.
Optimising Flow Chart
There are three main elements to the flow circuit that can be optimised:
- The heat exchanger
- The interconnecting tubing between the heat exchanger and the seal chamber
- The entry and exit ports in the seal chamber (or mechanical seal) and their position relative to the pumping ring
The heat exchanger needs to be of a suitable size to dissipate the heat load placed on it while offering minimal resistance to flow. Water-cooled shell and tube heat exchangers meet these requirements and are often the first choice for a heat exchanger design. Plate-style heat exchangers, although compact and with large heat transfer rates, should be avoided as their resistance to flow is high. Air-cooled heat exchangers can be used in water-constrained installations. However, careful design and selection are required to meet the cooling capacity needed while not being excessively large.
The preferred method to connect the heat exchanger to the seal chamber is using drawn tubing (where codes and standards allow). The diameter should match that of the heat exchanger coil. If in doubt, a larger size should be selected. Note that excessively large sizes will not yield positive results and may be detrimental to lowering the flow resistance of the circuit. To minimise the resistance to flow in the tubing, valves should be avoided. If they are required, they should be full-ported gate-type or locking ¼-turn ball valves. The number of bends in the tubing should also be minimised, only using long radius bends and avoiding the use of short 90-degree fittings. The overall length of the tubing run should be kept to a minimum.
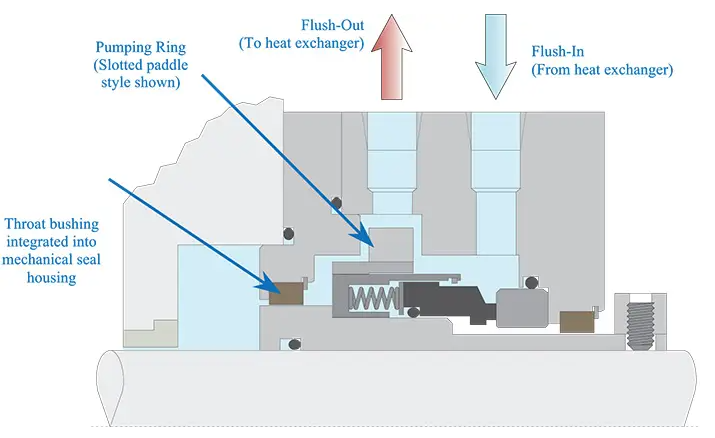
Where sufficient space exists in the seal chamber, the most efficient pumping ring designs and the flush ports delivering fluid to and from the pumping ring are designed as an integral part of the mechanical seal and its housing (see Figure 1). This allows the seal manufacturer to optimise the location of the flush ports to gain the maximum pressure and flow from the pumping ring. It also enables the correct cooling flow path through the mechanical seal, ensuring cool fluid is delivered to the mechanical seal faces.
For pumps with horizontal shafts, the flush-out port should be located at the top of the seal housing to enable the seal chamber to be vented of any trapped gases, and the flush-in port located at or below the shaft centreline. Vertical shafts should have the flush-out port at the uppermost point in the seal chamber to achieve complete venting. This typically necessitates the use of an axial flow pumping ring with the flush-in port located below the pumping ring.
Since the Plan 23 flow circuit is not truly a closed loop, loss of cooled fluid in the seal chamber occurs as fluid enters and exits the seal chamber throat. This mixing of hot fluid from the pump and cooled fluid in the seal chamber can be minimised by the addition of a close clearance seal chamber throat bushing. A fixed bushing is suitable in most cases. However, tighter clearances can be achieved with the use of a floating bushing. It is a good practice to run floating bushings against a renewable surface, such as a sleeve, rather than against the pump’s bare shaft. This bushing can be integrated into the design of the mechanical seal or installed as a separate item into the throat of the seal chamber. When installed as a separate item, the bushing should be renewed with each mechanical seal change to minimise mixing of hot and cold fluids in the seal chamber. The retention method of the bushing must consider the temperature differences of the pump casing, which will be close to process temperature, and the bushing parts that are closer to the much lower seal temperature.
Installation & Commissioning
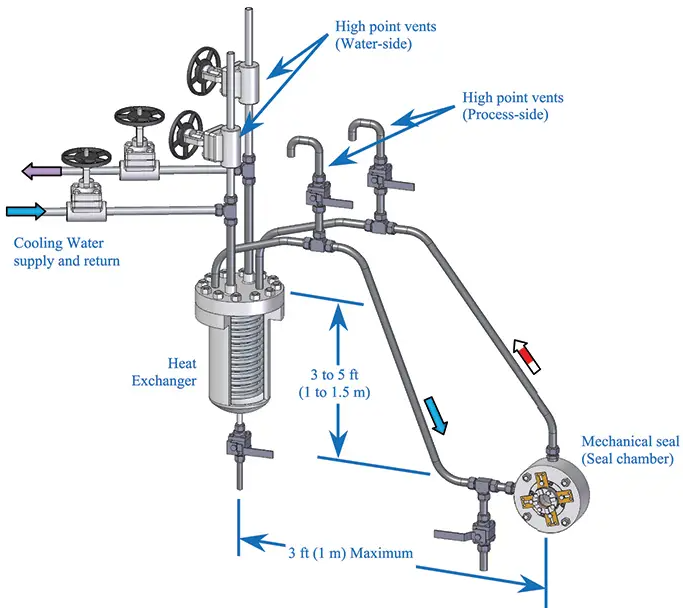
The heat exchanger should be mounted in a position above and to the side of the mechanical seal so that short direct tubing runs can be made to connect the seal chamber (or mechanical seal) flush ports to the heat exchanger.
Mounting the heat exchanger at or near the maximum height noted in Figure 2 can enhance thermosyphoning (flow induced by the small difference in density of the hot fluid entering the heat exchanger and cool fluid exiting). This can assist the flow from the pumping ring while the pump is operating and continue to create flow while the pump is idle.
The interconnecting tubing between the seal chamber (or mechanical seal) flush ports and the heat exchanger should slope upwards towards a high point vent at a minimum slope of 0.5 inches per foot (40 millimetres per meter). As the interconnecting tubing will be hot during operation, the potential for contact burn injuries to maintenance and operation personnel is present. Expanded mesh heat guards are the preferred method of mitigating burn hazards since they allow natural heat convection to occur from the exposed tubing. For installations where space is tight, mechanical insulation can be used to mitigate the hazards.
The orientation of the heat exchanger should be selected so that any air trapped in the cooling coils can naturally flow to a high point and be vented. The location and height of the heat exchanger should be selected so that it facilitates access for servicing the heat exchanger while minimising the impact of access to the pump for maintenance. The heat exchanger should never be mounted directly over the pump or motor.
Prior to starting the pump, the process and water side of the heat exchanger need to be vented of any trapped air or vapour. High point vents fitted to both the cooling water and process piping facilitate the venting. Venting of the process side also vents the heat exchanger, the seal chamber and the interconnecting tubing. Process side venting often requires special sizing and routing considerations depending on fluid properties, system pressure, temperature and hazards. The design must ensure effective venting capability while maintaining safe operation.
Maintenance
Cleaning the heat exchanger should be performed when a loss of efficiency is apparent. Normally, this results from fouling of the cooling water side of the heat exchanger. The rate at which fouling occurs depends on the quality of the cooling water and the heat load placed on the heat exchanger. Areas with hard water will require frequent cleaning of the heat exchanger to remove mineral scale. The heat exchanger should be cleaned at every seal change.
Additional Consideration
- Dirty fluids can result in the accumulation of solids in the seal chamber that interfere with operation.
- Fluids with gaseous constituents can cause the Plan 23 circuit to vapour lock and prevent flow through the heat exchanger.
- Waxy fluids or fluids that solidify at ambient or cooling water temperatures can solidify in the heat exchanger while the pump is idle.
- Fluids with high viscosities may not be able to be pumped through the Plan 23 circuit at a sufficient flow rate to transfer the heat load placed on the system.
For these situations, alternative cooling methods such as API Plan 21 or Plan 32 should be considered. The need for seal chamber cooling can also be eliminated by the use of a dual pressurised seal.
Conclusion
API Plan 23 provides an effective method of controlling the seal chamber temperature around the mechanical seal. This reduction in seal chamber temperature can suppress vaporisation and improve the properties of the fluid at the interface of the mechanical seal faces, resulting in improved seal reliability.