

You’ll enjoy the All-Pumps experience. We’re certain.
Water trucks are commonly used in mining applications, primarily for dust control. These water trucks usually consist of a series of spray nozzles equipped with the mechanics to pump and spray water to remove overburden or to hydrate mines when they become dry.
These trucks can carry a large volume of water and refilling them can be challenging at mines, due to their sizes.
All Pumps was approached by an iron ore mine to provide solution for a complete pumpset for their water truck fill point. This customised pump set needs to pump 100 litres per second of water to an 8.5 metres standpipe.
We customised and supplied a diesel-driven transfer pumpset, complete with remote starters for the truck drivers, hoses, valve sets, and flow meters. The pumpset will pump water out of a tank farm into water trucks.






Steam boilers evaporate liquid water to form steam, which will then be used in various applications. However, impurities are left behind after the liquid has been turned into steam. These impurities are undesired as they lead to poor heat transfer and reduce the efficiency of the boiler.
These impurities are removed by a blow-down operation and are critical to the operation of many factories.
We supplied a 300 litres blow-down tank coupled with a Ebara centrifugal pump to a local industrial customer.
The Ebara centrifugal pump is able to pump 3000 Litres per Hour (LPH) @ 10 metres head. 1 of the key advantages of Ebara pumps is that all of its wetted components are manufactured in 304 stainless steel.
Completed with control panel and level probe, the turnkey system was supplied on a galvanised skid with forklift pockets for easy transportation.
Found in 1912, Ebara offers a wide range of centrifugal & submersible pumps. They are versatile and durable, well suited for many applications including building services, commerical, domestic, municipal, rural and industrial.







High viscosity fluid applications present unique challenges when it comes to getting fluids into the pump and out again without blockage or hindrance to flow rates. Blockages result in system downtime and affect production, which in term reduce output and profit.
Gear pumps, internal and external, are commonly used in high viscosity fluid applications. However, the gears can be easily damaged when pumping large solids. Gear pumps also require frequent maintenance, which halt production and increase overhead.
On the other hand, lobe pumps are more durable since the lobes do not make contact with each other. Lobe pumps are also corrosion resistance and offer good CIP/SIP characteristics.
All Pumps supplied customised-built Netzsch T2 Tornado rotary lobe pumps to an Australian manufacturer.
The Netzsch lobe pumps are Viton lined with Duplex steel rotors which are efficient in high viscosity fluid application pumping several different products at varying pressures and temperatures.








Pumping excess water out of underground tunnels is a challenging and dangerous process. Not only is it difficult to get equipment (pumps and pipes) in, the underground environment can also be dangerous due to the existence of flammable gases such as Methane.
These challenges are exactly what our customers have in mind, when approaching All Pumps to provide them a suitable solution.
To meet all requirements, we customised and supplied 20, galvanised roll frames mounted, Wilden 2 inch (51 mm) Aluminum AODD pumps.
Wilden AOD pumps are been supplied because
On top of that, the roll frames enabled easy transportation around the site and the frames have been galvanised to protect them from corrosion.
All Pumps supply the complete range of genuine Wilden pumps and Wilden spare parts. We are also capable of customising your pumps to suit almost any applications.


Unless you like to burn cash, it is best practice that all centrifugal pumps need to be primed before operation.
But priming centrifugal pumps can be a pain, so is there an alternative? At a glance, self-priming pumps seem to be the answer. Even when it is not filled up fully with liquid, it can still operate and this is invaluable.
However it does has its limitations and fair share of problems.
Quoting from our previous post, a self-priming pump is able to overcome the problem of air binding by mixing air with water. After it gets rid of the air, the pump will continue to move water like a standard centrifugal pump.
It is important to note that self-priming pumps can’t operate without water.
Self-priming pumps can handle a variety of fluids and they do well with slurries, corrosive fluids, and solids.
Solids handling is one of its most important advantages, as some self-priming pumps can handle solids up to 3 inches.
Another advantage, when compared to a submersible pump, is its ability to continue pumping fluid while pump is still situated out of the pit.
The disadvantage is its inefficiency, as clearances often need to be larger to allow for better solids handling, also a larger volute to assist with self priming.
Like other types of pumps, self-priming pumps also come across various issues with continuous functioning. The main problem in a centrifugal pump occurs towards the pump’s suction side.
For a new self-primed pump, the process of priming has to be followed before it is being put into use. Always remember to refer to the manufacturer’s manual for more details.
Self-priming pumps need to be primed again following the initial priming. This is to ensure optimised operation due to multiple factors such as fluid evaporation during initial priming.
As the suction line of a self-priming pump is always below the atmospheric pressure, some air leakage might occurs. Ideally, one should have a suction line at 0.5 metres (20 inches) of vacuum when the pump is functioning.
It is ideal to place the pump as close as possible to the suction source. Usually 7.6 to 9 metre (25 to 30 feet) is the maximum recommended distance.
Prudent system design dictates that the suction pipe length be held to a minimum to promote long pump life. Every section of suction piping equates to a volume of air that must be removed when the pump starts. Best practice is to reduce priming time to a minimum.
It is important to note that self-priming pumps still need to be primed initially. Depending on your application and other factors, self-priming pumps might or might not be suitable for you.
Priming a pump is probably the first and one of the most important thing you should do before operating it.
Not priming a pump or not doing it properly makes up 80 percent of centrifugal pump problems. While centrifugal pumps are relatively inexpensive, the downtime of your system due to a malfunctioning pump might be costly.
Priming simply means preparing or getting something ready for operation.
For a centrifugal pump to work properly, you need to remove the air and fill it up with water.
When everything is right, a standard (non-self-priming) centrifugal pump looks like this.
The pump will resume operation once the air is removed.
Both diagrams above courtesy of Pumpstoreusa.com
Most centrifugal pumps are incapable of pumping vapours or gases and continuously doing so will damage the pump impeller.
A self-priming centrifugal pump is able to overcome the problem of air binding by mixing air with water. After it gets rid of the air, the pump will continue to move water like a standard centrifugal pump.
Self-priming pumps can’t operate without water.
The air or air pocket from the pump and pump line or pump tubing has been removed. The pump is now full of water and ready to use.
All-Pumps
Sales and Service
Different pumps and different system setups require different steps to prime. Refer to your pump manual for more information.
Courtesy of Enggcyclopedia.com.
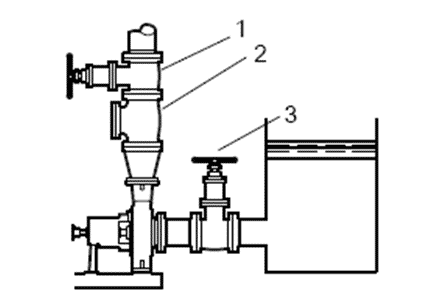
The following are the steps to priming the pump:
Courtesy of Enggcyclopedia.com.
Consider using a foot valve and an outside source of liquid in order to prime the pump.

CLICK HERE TO DOWNLOAD CLASSIFICATION OF PUMPS PDF
A pump is a device which moves fluids by mechanical action, from one place to the other. It is, essentially, the earliest form of machine, dating back to ancient Egypt.
The shaduf is the first device used for lifting water in several civilisations and thus the earliest form of pump.

Image coutsey of MDPI
Since pumps have been around for such a long time, it is no surprise that there are a seemingly endless variety of sizes and types used in multiple applications across industries.
Pumps are divided into 2 major categories: Dynamic and Positive Displacement (aka Displacement).
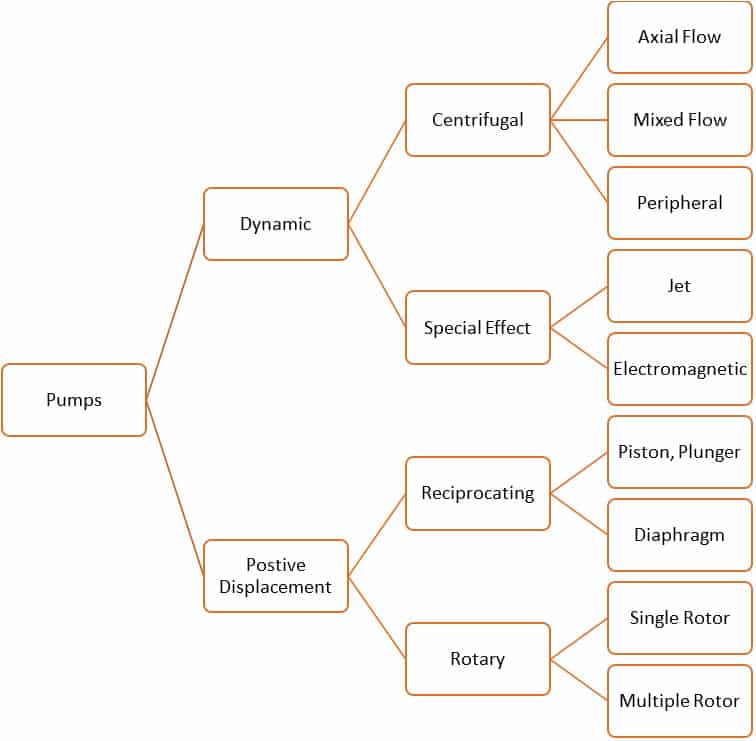
Following is some of the pumps under both categories (it is impossible to list all):

Centrifugal pumps are the most used pump type in the world, due to simple working principle and relatively inexpensive manufacturing cost.
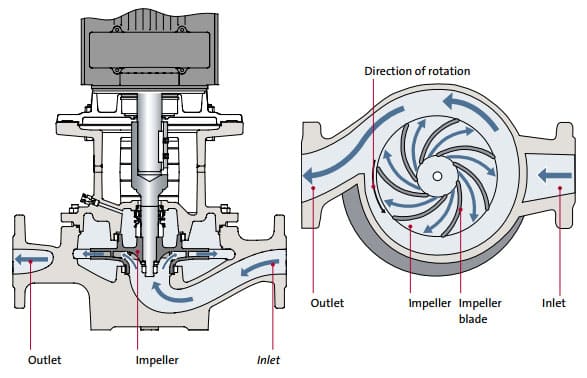
An increase in the fluid pressure from the pump inlet to its outlet is created when the pump is in operation. This pressure difference drives the fluid through the system or plant.
Submersible pumps (also known as stormwater pumps, sewage pumps, septic pumps) can still operate when being fully submerged in water.
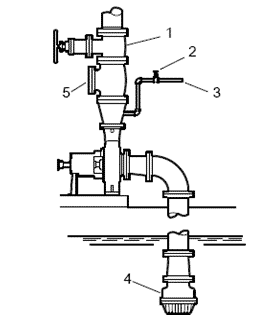
Fire hydrant pump system (also known as fire pump, hydrant booster, fire water pump) is technically not a pump but a system by itself. The hydrant booster pump usually consists of 1 centrifugal pump and other components such as control panel and coupled with either a diesel or electric driven motor.
There are 2 main types of diaphragm pumps: Air-operated and Mechanical.
As the name suggested, air-operated diaphragm pumps (aka AOD pumps or AODD pumps) are powered solely by air making them suitable for dangerous and tough environments. They are also used for chemical transfer, de-watering underground coal mines, food manufacturing or where the liquid being pumped has a high solids content or high viscosity.
Gear pumps transfer fluid by gears coming in and out of mesh to create a non-pulsating pumping action. They are able to pump at high pressures and excel at pumping high viscosity liquids efficiently.
Internal and external gear pumps are the two basic types of gear pumps. The main differences between the two types of gear pumps are the placement of the gears and where the fluid is trapped.
Peristaltic pumps creates a steady flow for dosing and blending and is able to pump a variety of fluids, ranging from toothpaste to all sorts of chemicals. They are widely used in water treatment, chemical processing and food processing industries.
Lobe pumps offer superb sanitary qualities, high efficiency, reliability, corrosion resistance, and good clean-in-place and sterilise-in-place (CIP/SIP) characteristics. Thus they are very popular in F&B and pharmaceutical industries.
A piston pump is a type of positive displacement pump where the high-pressure seal reciprocates with the piston. Piston pumps can be used in multiple applications and can be used to transfer paint, chocolate, pastry, etc.
One of the most important aspect to understand before any pump selection is the viscosity of the fluid which is going to be pumped.
Fluid viscosity or thickness will affect how it will behave in a pump. However, this is where things start becoming complicated because the viscosity of fluids/liquids can change under different conditions.
Generally, fluids are classified into four main groups:

Viscosity remains constant regardless of changes in shear rate or agitation. As pump speed increases, flow increases proportionately. It does not matter how fast they move or how much you agitate them, they flow the same.
Typical Newtonian fluids:
Viscosity decreases as shear rate increases, but initial viscosity may be great enough to prevent flow from starting in a typical pumping system. Taking tomato paste as an example, you will have to shake the bottle before the tomato paste starts to move, but once it is moving, it flows fairly easy.
Typical pseudoplastic fluids:
Viscosity of fluid increases with agitation until they become almost solid. As a result, pumps can bog down and stall after initially pumping dilatant liquids.
Typical dilatant fluids:
Like pseudoplastic fluids, viscosity decreases as shear rate or agitation increases. When agitation is stopped or reduced, hysteresis occurs and viscosity will increase. Often the viscosity will not return to its initial value.
Typical thixotropic liquids:
| Typical liquid | Centipoise (cp) | Centistokes (cSt) | Saybolt Second Universal (SSU) |
|---|---|---|---|
| Water | 1 | 1 | 31 |
| Milk | 3 | 4 | 40 |
| No. 4 fuel oil | 12.6 | 15.7 | 80 |
| Cream | 20 | 20.6 | 100 |
| Vegetable oil | 40 | 43.2 | 200 |
| SAE 10 oil | 88 | 110 | 500 |
| Tomato juice | 180 | 220 | 1,000 |
| SAE 30 oil | 352 | 440 | 2,000 |
| Glycerine | 800 | 1,100 | 5,000 |
| Honey | 1,500 | 2,200 | 10,000 |
| Glue | 3,000 | 4,500 | 20,000 |
| Mayonnaise | 5,000 | 6,250 | 28,000 |
| Molasses B | 8,640 | 10,800 | 50,000 |
| Sour cream | 15,000 | 19,000 | 86,000 |
Kinematic viscosity is a real physical factor that influences pump curves, and thus the choice of pump.
Kinematic viscosity is denoted in centistokes (cSt) and is measured in mm2/s.
Based on the table above, water has a low viscosity of 1 cSt at 20°C, while motor oil has a high viscosity of more than 500 cSt at the same temperature.
Viscosity is essentially resistance to flow and this has implications for pumps. If you have a high-viscosity, sticky fluid on your hands, it clings and it’s much harder to remove than a low-viscosity fluid.
It is the same in a pump, where you use impellers instead of your hands, to move the fluid. If you are pumping fluids like motor oil that stick to the surface of the impeller, this is a problem that needs to be considered.
If you need help with your pump selection, please contact us through our online enquiry form or give us a quick call.
Our sales team will be available for your assistance.
We all know that when a pump operate at its Best Efficiency Point (BEP), it is least prone to failure and its life expectancy is greatest.
But what will happen when we operate a pump off its BEP? What are the problems?

It is important to note that efficiency is not the only reason BEP should be the preferred operating point, although higher hydraulic efficiency means lower cost per litre.
When a pump operates as close to its BEP as possible, it is also least prone to failure thus has the greatest life expectancy. A longer lasting pump means more bang for your buck.
In all, operating a pump at its BEP gives you lower operating cost and lesser maintenance/replacement cost.
Under ideal circumstances, a pump will not operate at flows greater than BEP plus 10% or flows less than BEP minus 10%. While we try not to stray too far from the BEP, in reality, most pumps operate away from the BEP to one degree or another, and this is acceptable for intermittent duty.
There are many consequences when operating your pump too far to the left or right of its Best Efficiency Point for a sustained period of time.
Cavitation is caused by the formation of vapour bubbles which violently collapse, eroding impeller surfaces. Depending on your pump, it can occur when operating the pump to the far right of the BEP. In other words, cavitation can occur when you increase the workload of the pump to pump more fluid.
For most centrifugal pumps, as the flow increases beyond the BEP, the Net Positive Suction Head required (NPSHr) also increases. When the NPSHr exceeds the Net Positive Suction Head available (NPSHa), there will be more formation of vapour bubbles and cavitation occurs.
Many factors, including cavitation, can cause vibration and it can create bending moments in the shaft, resulting in poor pump performance and risk of shaft failure.
Excessive vibration can occur when pumps operate too far to the right of BEP. It can also occur due to higher bearing loads associated with pump operation closer to run-out or shut-off conditions.
As mentioned above, cavitation causes impeller damage and excessive vibration could potentially cause the rotor to make contact with the casing.
As the vapor bubbles, formed during the onset of cavitation, migrate to the higher pressure regions of the impeller, they implode with enough force to send shock waves to the surrounding area which in turn breaks molecules from the parent metal, leaving behind the telltale signs of cavitation – pitting and erosion.
Depending on the hydraulic design of the pump, suction & discharge recirculation happens when the fluid does not flow through the pump properly.
This phenomenon causes significant instability and can reduce flow. The damage caused by suction or discharge recirculation resembles cavitation and can lead to catastrophic failure of the pump when portions of the impeller inlet or discharge vanes fatigue and fail by breaking off.
Reduced bearing and seal life can occur as a result of recirculation and cavitation and will increase the maintenance costs as these components will need to be frequently replaced.
The rotor instability that occurs at off-BEP operation can lead to shaft failures, premature packing wear, mechanical seal failures, or simply higher bearing temperatures leading to premature lubrication breakdown.
In our never-ending quest for higher efficiency, we often make modifications to the existing pumps so we can get their BEP to coincide with the duty point of the pumping systems.
Please very careful when you’re doing this. If in doubt, talk to your pump manufacturer about the pump curve or get in touch with a reliable pump service team.