

You’ll enjoy the All-Pumps experience. We’re certain.
Jabsco has a 40-year track record of producing exceptionally reliable lobe pumps used in a variety of industries:
Jabsco rotary lobe pumps are well suited to the chemical & industrial, food & beverage, personal care & cosmetics and Pharmaceutical processing markets. With a comprehensive range of 5 main pump sizes, the 3A, FDA, EN1935-2004 approved HP series and Ultra – hygienic EHEDG approved UL series Jabsco can quickly and efficiently provide lobe pump for your process and the technical support needed to assure end customer satisfaction. For low flows, ask about our EHEDG 55 and 3A FDA S2 series.



The 3A/FDA/EN1935-2004 approved design comes with C/SS, C/SiC SiC/SiC rotors, Nitrile, EPDM, Viton or PTFE elastomers and supports end cover relief valves and temperature control jackets.
The UL range mirrors the HP range. It comes with C/SiC as standard and employs a EHEDG-tested and approved design with Scimitar rotors. This hygienically-designed end cover and port joint gaskets, with EPDM to USP class VI, ensures maximum assurance when it is needed.

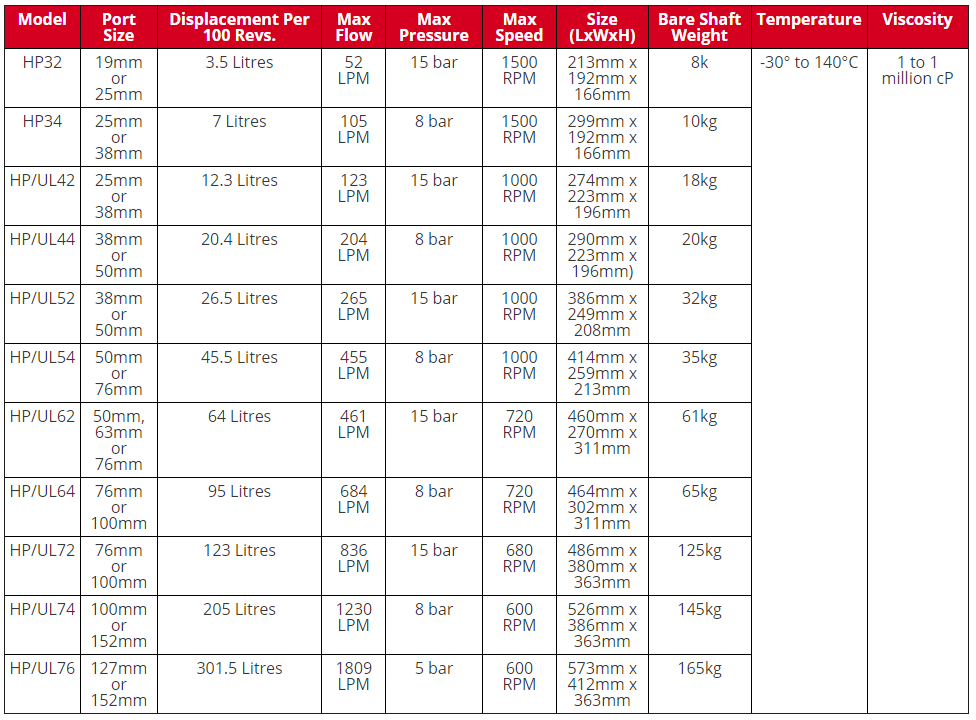
* Check hydraulics when handling viscous fluids.
This is an approximate selection guide only. Full details of flow, pressure, viscosity and suction conditions are required to enable exact selection.
Jabsco pumps by Xylem have been in the industry for over 40 years, manufacturing industrial pumps for a wide variety of applications. Jabsco HyLine and Ultima positive displacement rotary lobe pumps are designed to pump delicate, viscous and particle-laden fluids as well as thin liquids which require an all-stainless steel pump. The design of Jabsco Lobe Pumps is influenced by some fundamental engineering principles and it is useful to understand these first to ensure their most effective selection and operation.
All Pumps has been importing, servicing and supplying Jabsco pumps in Australia for 20 years and support the full Jabsco range of pumps and spare parts.
All Pumps recently supplied a dual Wilden AODD above-ground pump set with level sensors and changeover valves to an iron ore mine.

They do not have any electricity in that part of the mine so having a pump powered by air is the best & most cost-effective solution.
All Pumps also supply Graco & Sandpiper AOD pumps.





An industrial coatings manufacturer complained that their helical rotor pump sets kept running dry, blocking up and failing. Each incident was not only causing downtime and a costly repair, but there was the added risk of the plant overflowing and causing an environmental disaster.
All Pumps suggested a Wilden Brahma 2” AOD pump, which is able to run dry and cut down cost since it is powered by air.
The pump was mounted on a trolley, with pneumatic tyres, for mobility. The pump was placed into service at the next failure and has been there ever since!

One of our customer, a global manufacturer of food products, experienced a break down in their key sanitary lobe pump.
They need to install an identical pump quickly but, despite phoning around feverishly, they were unable to source an identical pump in Sydney.
We at All Pumps have a huge stockholding of different types of pumps. We are able to supply a Jabsco LH52 pump which is identical to the one they are looking for.
The pump was installed straight away and the line up and running.
Jabsco pumps by Xylem have been in the industry for over 40 years, manufacturing industrial pumps for a wide variety of applications. Jabsco HyLine and Ultima positive displacement rotary lobe pumps are designed to pump delicate, viscous and particle-laden fluids as well as thin liquids which require an all stainless steel pump. The design of Jabsco Lobe Pumps is influenced by some fundamental engineering principles and it is useful to understand these first to ensure their most effective selection and operation.
All Pumps has been importing, servicing and supplying Jabsco pumps in Australia for 20 years and support the full Jabsco range of pumps and spare parts.

All Pumps have been specialists in the Hygienic and Chemicals Industries Since 1972. Ethanol Pumps for manufacturing hand sanitiser and similar products are part of our mainstream range. We stock hazardous area rated Air Pumps and Electric Pumps for unloading Ethanol.
There are a few key requirements when looking at a pump for ethanol and we strongly recommend speaking to our specialists prior to purchasing:
Ethanol / Hand Sanitiser is in high demand and so are pumps.
All Pumps have a global supply chains and are committed to keeping a good number of pumps in stock for these applications to help anyone who can make the product fight the current crisis.

All Pumps recently supplied 70 Wilden 2 inch & 3 inch AODD (air operated double diaphragm pumps) in roll frames, with valves and fittings, to a new greenfield coal mine.
All Pumps also supply Wilden spare parts. We also have loads of videos & manuals on our website.





All Pumps had the opportunity to work with a big resources company in need of mine dewatering solutions for their mine.
Robust Pioneer diesel-driven, auto prime centrifugal pump sets were custom-built and supplied due to their efficiency and reliability during dewatering operation.







The centrifugal pump is the most used pump type in the world. The principle is simple, well-described and thoroughly tested, and the pump is robust, effective and relatively inexpensive to produce.
The centrifugal pump creates an increase in pressure by transferring mechanical energy from the motor to the fluid through the rotating impeller. The fluid flows from the inlet to the impeller centre and out along its blades. The centrifugal force hereby increases the fluid velocity and consequently also the kinetic energy is transformed to pressure.
All Pumps distributes many different types of centrifugal pumps, including ANSI centrifugal pumps, to suit a wide range of applications in building services, industry, petro-chemical, food and marine uses, with major manufacturers including Griswold, Southern Cross, Inoxpa, Ebara and Regent. Know More
A packaging product manufacturer needed a starch pump urgently. Their Viking gear pump had failed to continuous operation.
All Pumps, due to a large stockholding, was able to get them a Tuthill gear pump mounted up in a matters of days. It would have taken other suppliers weeks, if not months, to supply and deliver the gear pump. Even better – the Tuthill Pumps can bolt in directly in replacement of Viking Pumps so swapping is even quicker without any pipe work changes!

Tuthill manufactures a range of highly engineered pumps for the chemical, oil and process industries. Manufactured in the United States from high quality materials, Tuthill has a solid reputation for great performance amongst difficult fluid transfer applications. Tuthill products include AC/DC fuel transfer pumps, diaphragm pumps, hand pumps, flow meters, accessories and more.

Tuthill manufactures a range of highly engineered pumps for the chemical, oil and process industries. Manufactured in the United States from high quality materials, Tuthill has a solid reputation for great performance amongst difficult fluid transfer applications. Tuthill products include AC/DC fuel transfer pumps, diaphragm pumps, hand pumps, flow meters, accessories and more. Know More
Tuthill gear pumps range:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}