sales@allpumps.com.au
1300 ALL PUMPS (255 786)
Applications
Applications
Manufacturing
Mining
Food & Beverage
Chemical & Oil & Gas
Infrastracture
Tunnelling
You’ll enjoy the All-Pumps experience. We’re certain.
Products
Products
By Brands
By Types
Our Best Sellers
Abaque
Graco
Nexus
Tsurumi
Finish Thompson
Grundfos
Maintenance Capabilities
Maintenance Capabilities
Our Pump Services
Pump Maintenance Services
Site Survey Audit Service
Laser Alignment / Vibration Monitoring
Factory Acceptance Testing
Maintenance Request Forms
Pump Repair Request Form
Request Pickup Form
Resources
Resources
Blog
Brochures & Manuals
Project Portfolio
FAQs
All-Pumps Promos
Support
Goods Return Authorisation Form
After Sales Service Form
Friction Loss Calculator
Ultimate Product Handbook
Beginner's Guide to Pumps
About
Our Story
Our Mission & Vision
Online Shop
Contact Us
Product Types
All-Pumps
»
Product Types
MOST POPULAR INDUSTRIAL PUMPS
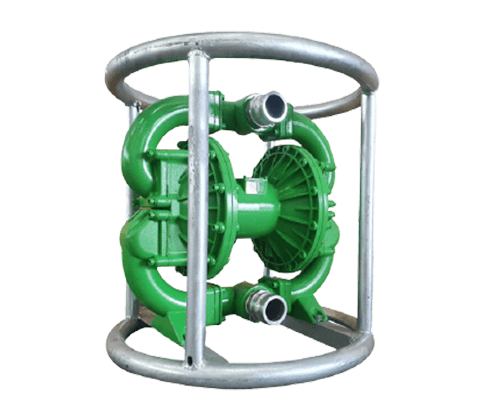
AIR OPERATED DIAPHRAGM PUMPS
CENTRIFUGAL PUMPS
DOSING AND METERING PUMPS
MULTISTAGE PUMPS
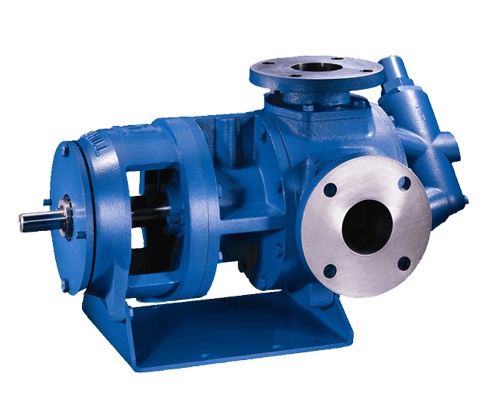
LOBE PUMPS
MAGNETIC DRIVE PUMPS
SUBMERSIBLE PUMPS
PERISTALTIC PUMPS
INDUSTRIAL PUMP TYPES
& OTHER PRODUCTS WE SELL
AIR OPERATED DIAPHRAGM PUMPS
BOREHOLE PUMPS
CENTRIFUGAL PUMPS
DEWATERING FISH TANKS
DISINFECTANT SPRAYERS
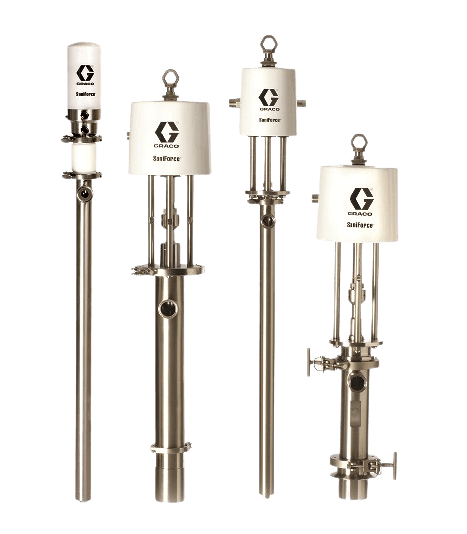
Drum Pumps
Eccentric Disc Pump
Electric Diaphragm Pump
Flap Valve AODD Pump
FRP Tank
Gear Pumps
Hose Reel
Level Controllers
LOBE PUMPS
Magnetic Drive Pumps
Mechanical Diaphragm Pump
Mechanical Seal
Microbubble Generator
Multistage Pumps
Oil Water Separator
On Board Fire Fighting Pumps
Peristaltic Pumps
Piston Pumps
Pressure Booster Pumps
Progressive Cavity Pumps
Pulsation Dampeners
Controllers
Sanitary Centrifugal Pumps
Screw Pump
Self-Priming Pumps
Sinusoidal Pumps
Slurry Pumps
Submersible Pump
Trash Pumps
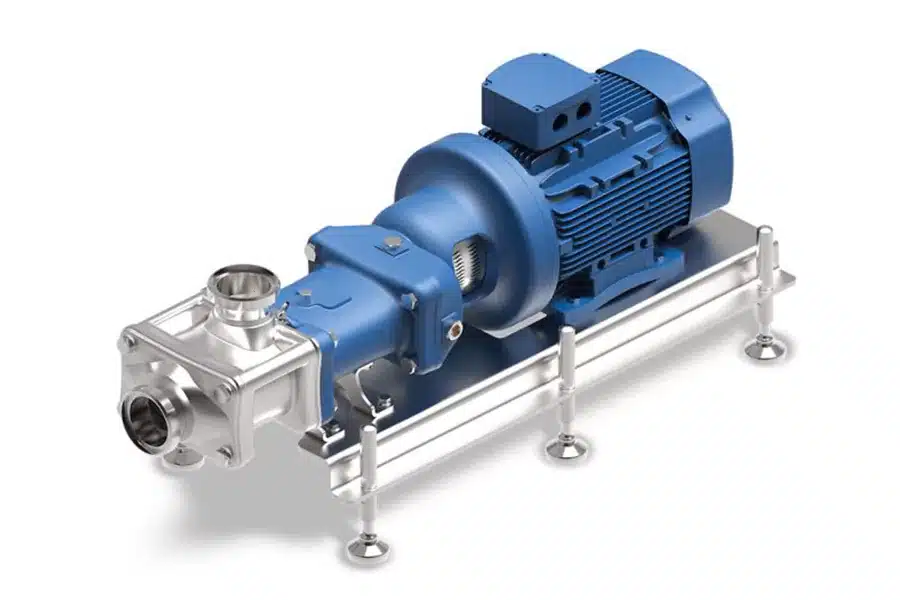
Twin Screw Pump
UL FM Fire Pumps
Vane Pumps
Vertical Turbine Pumps
Wash Bay Pumps
All-Pumps has experience in many more types of industrial pumps and always strives to give you the best solutions for your application.
Servicing you anywhere in Australia
We’d love to hear from you.
Please fill out the quick form below with as much detail as possible, and one of our experts will be in touch.
Search for:
search
envelope-o
close
linkedin-square
phone
linkedin
angle-down
youtube-play