

You’ll enjoy the All-Pumps experience. We’re certain.

To the average person, many of the raw materials that are commonly used in the manufacture of chemicals can resemble either a steaming bowl of alphabet soup – KOH, NaOH, HCl and HF, for example – or a bad Scrabble rack – toluene and xylene, monomers and polymers, for instance.
However, those who make a living manufacturing chemical-based compounds such as caustics, acids, solvents and polymers know that valuable chemicals that are pivotal to the production process, but can also be extremely dangerous and harmful to site personnel and the environment if not handled properly.
This is a constant concern for manufacturers as hazardous chemical compounds are used in a large number of industries and products, such as:
In addition to being widely used and potentially dangerous or hazardous if mishandled, many chemical compounds are also extremely expensive. If a leak were to occur during the handling or transfer of these products, large costs would be incurred by the operator due not only to the loss of raw materials, but also for cleanup and potential environmental remediation.
All of these factors combine to make the full containment of dangerous chemicals a front-of-mind concern for facility operators.
When handling dangerous chemicals, there are four main areas of concern for manufacturers:
The most common pump technologies that are used in the manufacture and handling of dangerous chemicals include diaphragm, sliding vane, lobe, progressive cavity, centrifugal and gear.
All of the traditional pump technologies have one thing in common: they rely on various types of seals to prevent shaft leakage.
The two most common types of seals, packing and mechanical, are used in many hazardous chemical applications, but they both have their own potential shortcomings:
While any of the various types of seals can perform admirably for long periods of time, they will eventually need maintenance or need to be replaced before major shaft leakage can occur. Replacing the seals, not only after they fail but also as a form of preventative maintenance, is costly.
The cost of a leak to a manufacturer includes the loss of valuable raw materials or finished products, downtime in production, and the costs and potential penalties associated with the chemical cleanup. Leaks of hazardous materials that reach the outside environment can be subject to fines and remediation costs from local and state regulatory agencies.
While sealed pumps can perform admirably in the manufacture, transfer and handling of dangerous chemicals and other hazardous materials, the shortcomings that are inherent in their sealed design can make them insufficient for the job. Fortunately for the operators of chemical manufacturing facilities, there is an alternative technology that can help eliminate some of the major concerns associated with achieving full containment: internal gear and eccentric disc pumps.
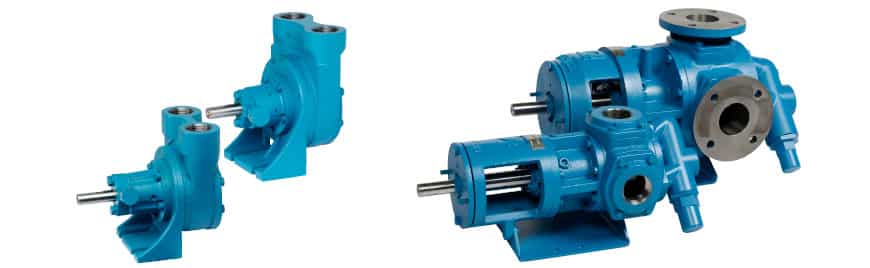
Technological advancements in internal gear pump design and operation now offer to the market models that have only one fluid chamber.
This method of construction removes the adapter plate that is a staple of traditional two-chamber magnetically coupled internal gear pumps, which eliminates product entrapment concerns, especially when transferring high-viscosity liquids.
One-chamber operation is achieved through a between-the-bearings design that places the magnets directly on the pump rotor, resulting in a simpler flow path and full leak-free product containment.
Some seal-less internal gear pump models are also constructed of as few as seven parts, which helps contribute to an estimated 50% reduction in maintenance costs when compared to sealed pumps.
Tuthill manufactures seal-less gear pumps which handle many viscosities and sustain a constant flow at any pressure.

Seal-less eccentric disc pump models feature no mechanical seals, packing, couplings—or even magnets, with the shaft sealed instead by a unique double stainless-steel bellows.
Operationally, seal-less eccentric disc pumps can still offer self-priming, dry-run and low-shear operation, very high suction and discharge pressures, the ability to pump both low- and high viscosity liquids and clean-in-place/sanitize-in-place (CIP/SIP) capability.
Additionally, by virtue of the unique eccentric disc operating principle that allows them to pump air, seal-less eccentric disc pumps can achieve product-recovery rates of 90% or more on the suction side and 60% to 80% on the discharge side of transfer lines.
This enhanced product-recovery capability can result in thousands of dollars in cost savings annually from the retrieval of still useable raw materials and saleable end products.
Mouvex, founded in 1906, is a major manufacturer of eccentric disc pumps which is used in major applications across various types of industries.
Sealed pumps have been performing sufficiently in chemical-manufacturing operations for many years. However, operators who are looking for a better alternative should look to upgrade their facilities with seal-less pumps.
These types of pumps will reduce leakage events and improve containment of dangerous or hazardous materials. Maintenance costs can also be lowered to such a level that the lifetime cost to operate the seal-less pump may be half that of a sealed model.
Most important to the operator, the use of seal-less pumps can increase the peace of mind that comes with knowing that not only is personal and environmental safety being optimized, but that the bottom line is receiving a boost, as well.

Selection of the right diaphragm for an air-operated double diaphragm (AODD) pump is a critical consideration for safety, efficiency and trouble-free operations. A number of factors must be taken into account when choosing the proper diaphragm that will be suitable for a specific application.
Previous experience is always a very helpful guide, but new applications will often require research and outside advice to determine the appropriate diaphragm that will meet specific application requirements and parameters.
Material compatibility with the fluid being pumped. The spectrum of fluids pumped can range from water to aggressive acids and caustics. Each diaphragm material has been tested to measure its compatibility against many chemicals. The operator should evaluate the pumped fluid against published chemical compatibility guides.
Capability to remain flexible in low temperatures and not deteriorate in high temperatures. Temperature is a very critical factor, and the working range available in diaphragm materials varies greatly. The type of fluid can also affect the working temperature range of the material.
Ability to withstand wear and friction from contact with solids and particles in the fluid being pumped. Diaphragms are available to handle fluids ranging from clear to heavy slurries to dry bulk pumping.
Requirements that the diaphragm comply with hygienic or sanitary standards. Applications in the food & beverage and pharmaceutical industry must utilize diaphragms that comply with industry regulations and compliance.
Capacity to pump fluid from one location to another. For different pumping configurations and conditions, certain diaphragm materials are more efficient and longer lasting than others. Contact All Pumps for expert advice in determining the optimum material for specific applications.
Expected longevity of the diaphragm before requiring replacement. Achieving maximum mean time between repairs (MTBR) is a key goal in selecting a diaphragm. However, some materials have inherently shorter flex lives than others even under ideal conditions.
Total cost of ownership determined by multiple factors such as initial price, rated flex life for the application and costs of downtime and diaphragm replacement labor. Because of the many variables involved, advice from an outside expert such as All Pumps can greatly assist in selecting the best performing, most cost-effective option for individual applications.
Over the years, a number of materials have been tested extensively for use in diaphragms in AODD pumps. These materials can be grouped into three primary families: rubber, TPE (thermoplastic elastomer) and PTFE (Polytetrafluoroethylene or Teflon®). Each family and the materials within each family offer properties and attributes that make them suitable for different applications.

Rubber diaphragms are compression molded of synthetic rubber with a nylon fabric mesh positioned within the rubber to improve the diaphragm’s flexing characteristics. The following are the rubber diaphragm materials available:

TPE diaphragms are manufactured by injection molding. As a result of their dimensional stability and tensile strength, TPE diaphragms do not need fabric reinforcement. Following are the available types of TPE diaphragms:

Because it is one of the most chemically inert compounds available, PTFE can be used with an extremely wide range of fluids. Also known as Teflon®, PTFE is excellent for highly aggressive fluids such as aromatic or chlorinated hydrocarbons, acids, caustics, ketones and acetates. Its properties provide excellent flex life and moderate abrasion resistance. Because PTFE is non-elastic, a backup diaphragm of a different material must be used to provide flexibility and memory. Material options for backup diaphragms are Neoprene, Saniflex and high temperature Buna-N.
Using extensive material testing and field data, Wilden compiled a Diaphragm Selection Guide that compares and rates the flex life, abrasion resistance, chemical resistance, temperature limits and relative cost of each material type.
It is important to note that this chart should be used only as a guideline and in conjunction with thorough additional research and expert advice to determine the suitability of diaphragm materials for individual applications because one factor can affect another.

Whether it is pumping water, aggressive acids, food products or solid-laden slurries, there is a Wilden diaphragm for every application. The challenge can often be selection of the optimum diaphragm that will assure safe, efficient, cost effective and trouble-free operations.
Determining the correct diaphragm requires carefully identifying and factoring all process and application parameters into the analysis. Because one selection factor can offset another, expert advice should be obtained in determining compatibility based on all factors.
All Pumps supply the complete range of genuine Wilden pumps and Wilden spare parts at competitive price levels. All Pumps are also the experts in servicing Wilden Pumps.

Is your chemical transfer pumps doing their jobs properly and lowering your overheads? Do you need to transfer product faster and increase your plant’s efficiency?
With pumps ex-stock in Silverwater warehouse, these pumps are delivered to the customers in an amazing short lead time.
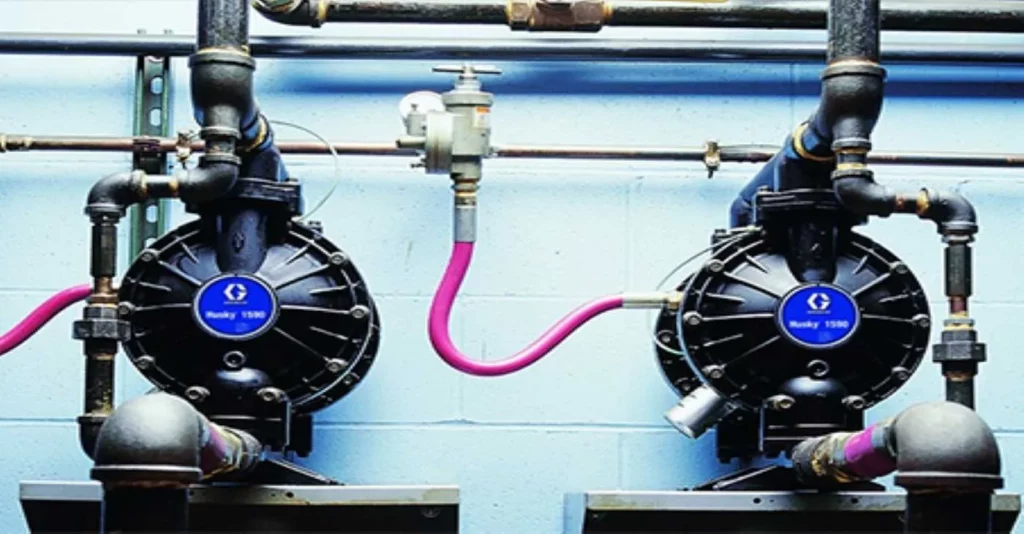
The Graco pneumatic double diaphragm pumps feature a four bolt joint design are available in aluminum, polypropylene and stainless steel.

Graco pumps have mastered the chemical demands of proving cost effective means of fast chemical transfer for a whole range of chemicals. The pumps are engineered in a compact robust design compared to other brand. With an outstanding flow rate and efficiency, Graco AOD pumps are the perfect solution for chemical plant transfer.





Why waste space on your expensive property with an ugly above ground monstrosity when you can have a better solution that is out of sight? Enter the All Pumps’ Aquaflo modular underground storage system.
A large construction company approached All Pumps to provide a solution for rainwater harvesting at a council TAFE project.
The Aquaflo modular underground storage system was chosen due to its ease of installation & lightweight design. When underground, they are also safe from fire and vandalisation.
All Pumps manufactured and delivered three 30,000 litres Aquaflo tanks to the site, which were then installed on the same day.
All Pumps manufactures these Aquaflo modular tanks on site at our Silverwater factory in Sydney & has components in stock for quick delivery times.
Aquaflo Underground Water Storage Tanks

All Pumps, SPEL Environmental and GEBEL FRP Engineering are hosting an open day at our new premises in Silverwater NSW.
Date: 28TH August 2015
Time: 12pm – 5pm
Food: Beer on tap & spit roast
Our large custom-designed facility will have its doors opened to showcase to the industry our capabilities and diverse product range. On display will be our complete range of pumps used specifically for industrial and mining applications.
Take a look at our previous open day in April 2015.

AIMEX is one of the worlds largest mining exhibitions in 2015 for sourcing the latest in mining technology, equipment and services from both Australian and international suppliers, enhancing your ability to be more productive, efficient and cost-effective.
Boasting an outstanding suite of over 500+ exhibitors covering over 25,000sqm.
AIMEX 2015 will bring together Australia’s largest gathering of suppliers and new technologies.
AIMEX 2015 is digging deeper into the core of mining, focusing on today and beyond.
Find solutions to manage expenditure and increase profitability.
Source the latest mining technology + innovations for your operations.
Gain insights into improving efficiency + boosting productivity.
Network with peers, exchange ideas and expand your knowledge base.




All Pumps, together with Allied Pumps, exhibited at AIMEX 2015, Asia-Pacific’s largest international mining exhibition last week.
As mining throughout South East Asia continues to face a range of challenges to profitability, particularly in Australia where the production phase has resulted in a perceived ‘downturn’ or end to the investment ‘boom’ phase, the opportunity to adopt and source new technology, develop smarter operational processes and network with fellow mining professionals is vital.
All Pumps took this event as an invaluable opportunity to connect with our fellow industry colleagues, develop new technology and improve operational processes. We will like to take this opportunity to thanks all who came down to support the mining industry and making AIMEX 2015 a success.




All Pumps supplied a set of P4 Wilden stainless pumps mounted on trolleys with custom control systems that included air operated timers for timed transfers and automation. As these pumps are installed on CIP proof trolleys, they are easily portable and durable.
All documentation was provided for materials and quality certification. The customer has been using this method for over 5 years and finds the pumps to be very reliable and extremely easy to operate.
Wilden also provide a higher grade pharmaceutical pump which is approved to EHEDG and 3A standards. All Pumps have sold many of these pumps for industrial food and pharmaceutical applications.
Wilden P4 Saniflo AOD Pumps




Over the years, though, AODD pump technology has also evolved from what has been called a “glorified Shop-Vac” into one that can be used as a process pump in even the most delicate liquid-handling applications. This so-called “mud to blood” operational versatility now makes AODD pumps ideal for a full array of industries and applications, from mining to hygienic processing, dangerous chemicals to food-and-beverage products.
The high level of usability of AODD pumps in these diverse applications comes from the pump’s unique operating features, including:
AODD pumps also benefit from the use of an air-distribution system (ADS) that gives the operator infinite control of the amount of air that flows through the pump, as well as the product flow rate, as if the pump had a built-in variable frequency drive (VFD). Motor-driven pumps, on the other hand, need an actual VFD in order to operate as efficiently.
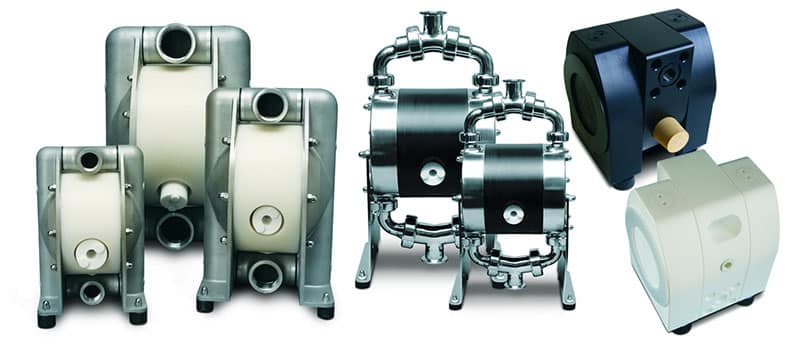
Almatec has given traditional AODD technology new legs with the implementation of many different kinds of materials of construction, such as stainless steel, cast iron, machined polyethylene and PTFE (Teflon®). The polyethylene and PTFE models also make the pump intrinsically safe, which makes it truly safe for pumping dangerous chemicals and other liquids in an environment where an ATEX rating is required. Many Almatec AODD pumps also have the option of adding a barrier chamber system, which optimizes leak detection and prevention.
The diaphragms in Almatec pumps have always been designed from a PTFE point of view, resulting in a diaphragm that has a large diameter and short stroke with low flexural load, which ensures uniform product delivery regardless of the material used in the diaphragm’s construction. Additional diaphragm-material options include EPDM, PTFE/EPDM composite or NBR.
All-Pumps has been importing, servicing and supplying Almatec pumps in Australia for 10 years and support the full Almatec range of pumps and spare parts.
All Pumps supplies a wide range of air operated double diaphragm pumps which can be customised to suit your applications.
Some of the brands we carry are:




