

You’ll enjoy the All-Pumps experience. We’re certain.

Capable of tackling the toughest high-viscosity applications, GlobalGear® uses a robust pump design together with tougher, stronger, and more reliable materials to extend the pump’s life, reducing total cost of ownership. The result? An unbeatable pump that offers unparalleled performance. THE PUMP DESIGNED FOR YOU!

Tuthill’s GlobalGear® was developed based on customer input, and customer input in the process industries points to the need for better gear pump reliability and specifically better seal reliability.
GlobalGear® was designed to accommodate a range of engineered sealing solutions with demanding, viscous applications in mind. Other pumps designed for packing combined with mechanical seals cannot compete with Tuthill’s extended reliability.
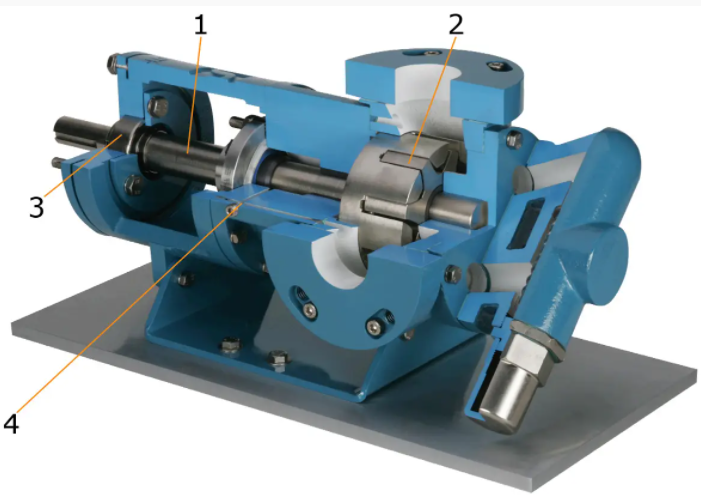
STRONG SHAFT DESIGN – Models employ high-strength materials. This, along with oversized diameters, ensures a strong, reliable shaft with less deflection and longer seal life.
TOUGH GEARS – The rotor and idler gears are made of tough materials, which can handle the stresses of high-viscosity and high-pressure operation. No need for a steel rotor upgrade.
ROBUST BEARINGS – Maintenance-free lube for life.
API PLAN 13 – Vent to suction mechanical seal flush.


GlobalGear® pumps are versatile and can be customized to meet the requirements of specific applications.
OPTIONAL FEATURES
Tuthill designs GlobalGear® pump packages to satisfy a growing customer base of large, international Oil & Gas end users with API 676 standard requirements*. This standard is set forth by the American Petroleum Institute to establish guideline specifications for the use of rotary positive displacement pumps in petroleum, petrochemical, and gas industry services.
Tuthill can offer API 682 mechanical seals for API 676 configured pumps and allowable nozzle loads that are two times or greater than the minimum allowable nozzle loads specified in API 676. Tuthill also offers the complete package of baseplate, electric motor, gear reducer, coupling, and guard that addresses API 676 features and specifications, along with other project-specific requirements.

| Model | Max RPM | Nominal Flow Rate | |||||||
|---|---|---|---|---|---|---|---|---|---|
| GPM | M3/HR | ||||||||
| GG015 | 1800 | 15 | @ | 1750 | RPM | 2.8 | @ | 1450 | RPM |
| GG030 | 1800 | 30 | @ | 1750 | RPM | 5.7 | @ | 1450 | RPM |
| GG050 | 1500 | 38 | @ | 1150 | RPM | 6.9 | @ | 920 | RPM |
| GG070 | 1500 | 50 | @ | 1150 | RPM | 9.1 | @ | 920 | RPM |
| GG080 | 1500 | 60 | @ | 1150 | RPM | 10.9 | @ | 920 | RPM |
| GG090 | 1500 | 75 | @ | 1150 | RPM | 13.7 | @ | 920 | RPM |
| GG120 | 1200 | 75 | @ | 780 | RPM | 20.0 | @ | 920 | RPM |
| GG130 | 1000 | 100 | @ | 780 | RPM | 27.0 | @ | 920 | RPM |
| GG200 | 1000 | 135 | @ | 640 | RPM | 31.0 | @ | 640 | RPM |
| GG210 | 800 | 140 | @ | 520 | RPM | 32.0 | @ | 520 | RPM |
| GG250 | 640 | 200 | @ | 640 | RPM | 45.4 | @ | 640 | RPM |
| GG550* | 500 | 550 | @ | 500 | RPM | 124.5 | @ | 500 | RPM |

| Model | Max RPM | Nominal Flow Rate | |||||||
|---|---|---|---|---|---|---|---|---|---|
| GPM | M3/HR | ||||||||
| GG015 | 1200 | 10 | @ | 1150 | RPM | 2.8 | @ | 1450 | RPM |
| GG030 | 1200 | 20 | @ | 1150 | RPM | 5.7 | @ | 1450 | RPM |
| GG080 | 1000 | 40 | @ | 780 | RPM | 6.9 | @ | 920 | RPM |
| GG130 | 640 | 65 | @ | 520 | RPM | 9.1 | @ | 920 | RPM |
| GG210 | 520 | 110 | @ | 420 | RPM | 10.9 | @ | 920 | RPM |
| GG250 | 520 | 160 | @ | 520 | RPM | 36.3 | @ | 520 | RPM |
| GG550** | 350 | 350 | @ | 350 | RPM | 80.0 | @ | 350 | RPM |

| Model | Max RPM | Nominal Flow Rate | |||||||
|---|---|---|---|---|---|---|---|---|---|
| GPM | M3/HR | ||||||||
| GG015 | 1800 | 15 | @ | 1750 | RPM | 2.8 | @ | 1450 | RPM |
| GG030 | 1800 | 30 | @ | 1750 | RPM | 5.7 | @ | 1450 | RPM |
| GG130 | 1000 | 100 | @ | 780 | RPM | 27.0 | @ | 920 | RPM |
| GG250 | 640 | 200 | @ | 640 | RPM | 45.4 | @ | 640 | RPM |
| GG550* | 500 | 550 | @ | 500 | RPM | 124.5 | @ | 500 | RPM |
Tuthill Pump Group has been providing positive displacement lubrication pumps for demanding OEM applications since 1927. Since that time, our product portfolio has developed to expand into a variety of markets and applications. Tuthill Pump products successfully handle applications from an extremely low-flow capacity with a high level of accuracy, to applications that are nearly solid in consistency with abrasive characteristics. Contact Us

In terms of supply, we offer all types and major brands of pumps that service council requirements, including:
With over 40 years of experience, All Pumps Sales & Service has been dedicated to providing solutions in all fields of fluid handling. We have been customising pumps to the exact requirements of clients in the civil and building industries with a range of robust, reliable pumps and environmentally approved pollution control systems.
All Pumps is happy to take any inquiries, and is ready to help with your requirements today! Contact Us

Why do things crack? In a word: vibrations. Vibrations plus fatigue equal failure, where cyclic fatigue loading flexes parts or equipment back and forth until they crack. A major breakthrough in vibration theory is presented here, along with an vibration introduction and examples of pump damages.
Lord Rayleigh described vibrations in his “Theory of Sound”, which was published in the late 1800’s, but resonance has only recently been fully described. To do so, Newton’s differential equations of motion were solved by this author to establish new theory in a 2017 Pressure Vessel and Piping Conference paper (Shock Waves, Vibrations, and Resonance in Linearly Elastic Beams). In short, every structure or machine, and every component therein, vibrates at multiple frequencies, known as higher mode natural frequencies. These frequencies can now be graphically visualized. In particular, when motor speeds for a machine nearly equal any natural frequency, the vibrations are multiplied at that frequency to cause equipment damages.
The simplest example of vibration is a spring with a weight attached to it, where the spring has some damping. This spring-mass-damper system defines a single degree of freedom system, where this single vibration provides a simple description for real systems. A vibrating spring has a period that equals the time required to complete one vibration cycle; a frequency that equals the inverse of the period; an amplitude, or magnitude, of vibration; and a damping coefficient that controls the decrease in vibration magnitude to reach a constant equilibrium, or static, value that may or may not equal zero.

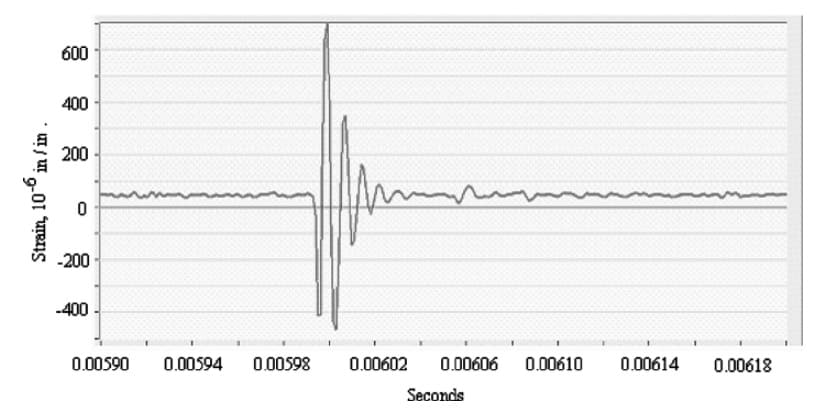
To better understand vibrations, consider the case of a constant force suddenly applied to a spring, i.e., a weight dropped from a spring at rest. To summarize this vibration performance, the dynamic load factor, or DLF, equals the maximum vibration amplitude (or stress) divided by the vibration amplitude (or stress) at the equilibrium or static condition. The DLF is reduced by damping, where common damping values in structures typically range between 1% and 2%, but may be as high as 10% or more. For suddenly applied loads in the absence of damping, the maximum DLF equals 2. The DLF may be further reduced due to the rate of loading or duration of loading. This application of DLF’s yields reasonable vibration approximations, when a load is applied perpendicular to a component surface. However, if that same load travels inside apipe, the DLF equals four (Leishear, 2013, Fluid Mechanics, Water Hammer, Dynamic Stresses, and Piping Design, ASME Press text book). The theory of DLF’s explained hundreds of thousands of piping failures (Water Main Failures – A Billion Dollar a year problem, Empowering Pumps). This very brief vibration introduction leads into a discussion of resonance.
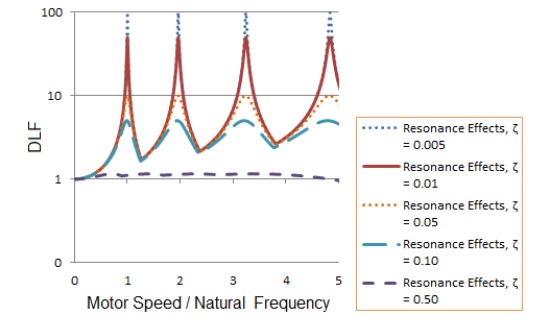
When motor vibrations are applied to a pump, the pump reacts much differently than when subjected to a constant load. If the motor speed equals a natural frequency of that component, vibrations will significantly increase beyond expectations. In fact, vibrations would increase to infinity in the absence of damping, where damping reduces resonance effects to agree with observations. In short, maximum resonance occurs when the motor speed equals any one of the natural frequencies of components, where this phenomenon has finally been described after hundreds of years of vibration theory advances.
As examples, 1) structural vibrations of attached piping and equipment supports may vibrate at any one of their natural frequencies to crack that piping. 2) Vibration is a common failure cause for mechanical seals in pumps. 3) Damaged components like ball bearings vibrate at their natural frequencies, such that races, cages, and balls of that bearing each vibrate at their own frequencies – a very complex process.

For rotating equipment, a simple approach to assess vibration damage was presented in a 1950’s ASME Magazine article, and this approach is still used by many today. Measured vibrations are compared to acceptance limits for installed rotating equipment, such as fans, pumps, or compressors. Troubleshooting vibration problems requires that the vibration of the defective component be determined and corrected. Troubleshooting may sound simple, but a thorough knowledge of equipment construction, vibration principles, and equipment operations is essential to solve vibration failure problems. Prediction of specific rotating equipment vibration problems in advance is problematic, at best.
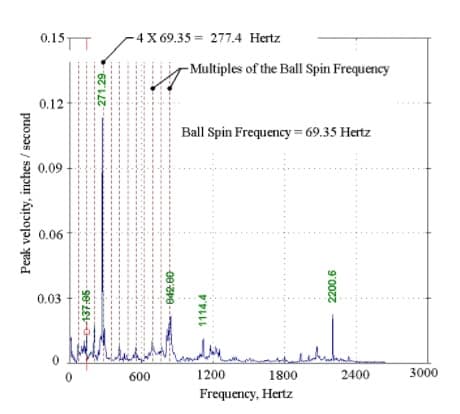
For example, consider the failure of a ball bearing assembly in a 150 horsepower motor that operated a connected pump. The motor was reported to be noisier than usual, and could be heard at a distance of fifty feet from the motor. The ball bearings in the motor are constructed of inner and outer races that the balls roll between, and cages that separate the balls. The balls, cages, and races each have a specific frequency, and the ball spin frequency was displayed in the frequency spectrum since they were damaged. One of the bearings, the thrust bearing, was completely destroyed, and one of the races and several cages were broken. The other bearing vibrated at its ball spin frequencies, and the bearing that had not been destroyed. The vibrations were above 0.1 inch per second, and the bearings were in fact damaged. At the thrust bearing, the vibrations at the destroyed bearing location were lower than 0.1 inches per second. Since the thrust bearing was no longer in contact with the shaft, there were no associated vibrations. That is, the measured vibrations were not caused by the destroyed bearing assembly at all, but were measured from the bearing assembly that remained in service and was experiencing bearing vibration damages of its own. What about the noise levels? The vibrations of the bearing were inadequate to cause the low frequency rumbling sounds that were heard, where the vibration occurred at the frequencies of the grating on the steel mounting platform. In other words, the bearing vibration caused the platform to rattle the gratings enough to be heard fifty feet away. This resonance issue was far from obvious at the onset of troubleshooting, as with many complex vibration failures. The invention of new theory that is discussed here provides practicing engineers a new tool to better understand vibration failures.
ROBERT A. LEISHEAR, an ASME Fellow, is a consulting engineer for Leishear Engineering, LLC, and he has a Ph. D in Mechanical Engineering and a nearly completed Ph.D. in Nuclear Engineering. Dr. Leishear has published nearly 70 publications on water hammer, vibrations, fluid mechanics, pumps, and explosions.



The simple design of the 28 series, along with a wide offering of options, ensures there is a variant for every application along with the assurance of long life.

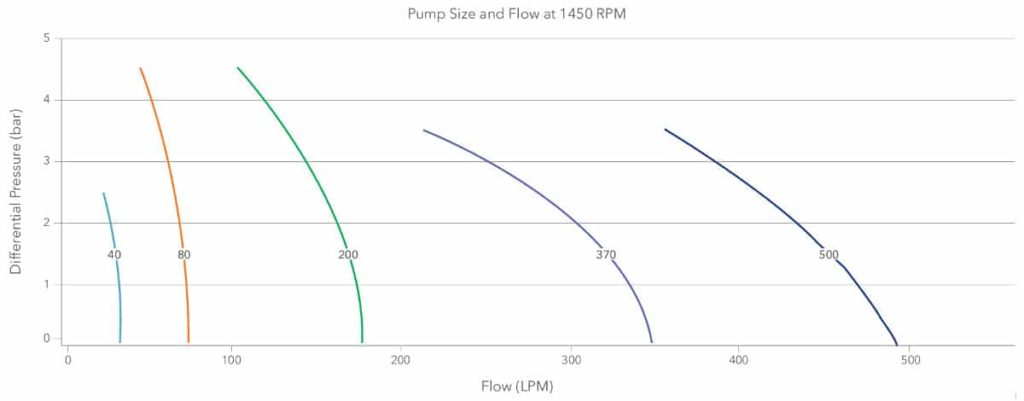

* Check hydraulics when handling viscous fluids.
This is an approximate selection guide only. Full details of flow, pressure, viscosity and suction conditions are required to enable exact selection.
Jabsco pumps by Xylem have been in the industry for over 40 years, manufacturing industrial pumps for a wide variety of applications. Jabsco HyLine and Ultima positive displacement rotary lobe pumps are designed to pump delicate, viscous and particle-laden fluids as well as thin liquids which require an all stainless steel pump. The design of Jabsco Lobe Pumps is influenced by some fundamental engineering principles and it is useful to understand these first to ensure their most effective selection and operation.
All Pumps has been importing, servicing and supplying Jabsco pumps in Australia for 20 years and supports the full Jabsco range of pumps and spare parts.

Fibre Reinforced Plastics (composites, commonly known as fibreglass) offer advantages over all other materials currently used in the manufacture of pump stations.
Fibre Reinforced Plastics (composites, commonly known as fibreglass) offer advantages over all other materials currently used in the manufacture of pump stations.
Considering that composites are now part of our everyday lives, they are of course taken for granted. However, the benefits of composites for commercial and manufacturing industries are still being realised. They have a growing track record in creating proven material solutions that perform robustly in the most demanding environments.
Due to their pioneering technology, composites are at the forefront of breakthrough solutions.
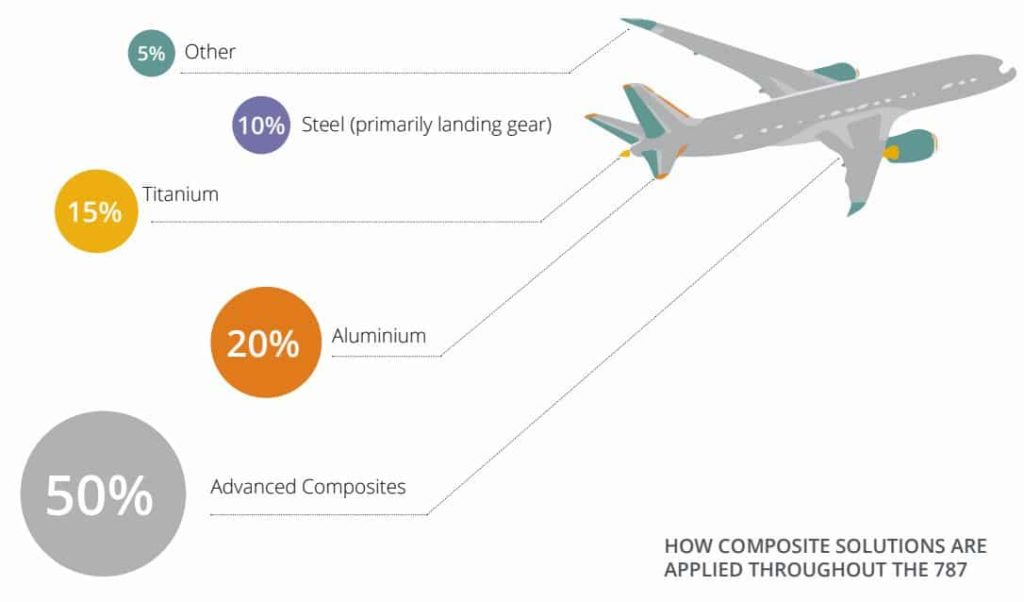
Composite materials have been used extensively in the space shuttle, military defences, civil structures (such as bridges), and more recently, 50% of the construction of the 787 Dreamliner.
You can have peace of mind knowing that All Pumps pump stations are 100% FRP.
Contact your sales representative for more information.

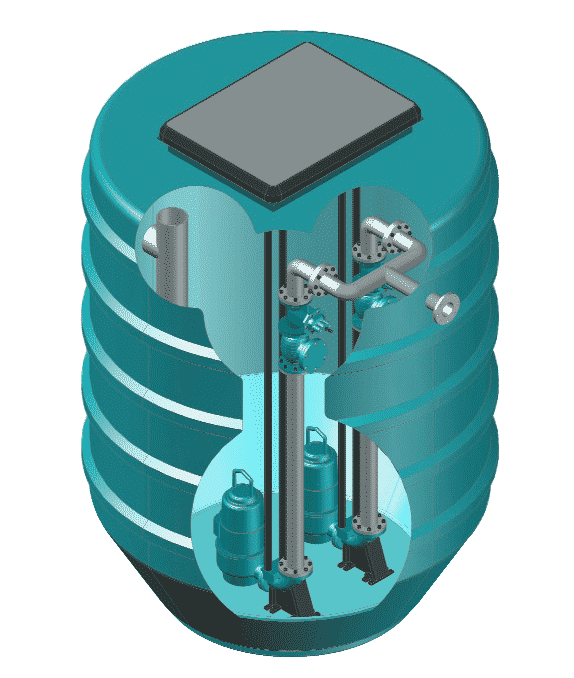
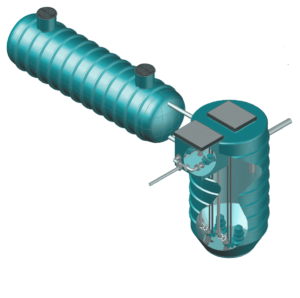
All Pumps Fibreglass Pump Stations & Emergency Storage tanks are manufactured as a one-piece construction to exact project specifications. Delivered to site as a complete unit with a simple installation process, All Pumps Fibreglass Pump Stations are engineered to withstand internal and external loadings across all ground conditions.
This enables you to deal with one supplier from concept to maintenance.

The design, construction and appropriateness of design methodology of all FRP structures is verified and within the bounds of AS2634:1983, BS4994 and ASME RTP-1. The general construction of the station is as follows:
Minimum Standards of Design and Construction shall be:
Material Properties
All material mechanical properties are in accordance with international standard BS4994 and are suitable for the intended design and anticipated service conditions.All structures are Designed, Engineered and Verified.
Engineered
All Pump stations have been individually engineered to handle the toughest environmental situations.Proven in the toughest environments including installations in volcanic soils and high water tables.
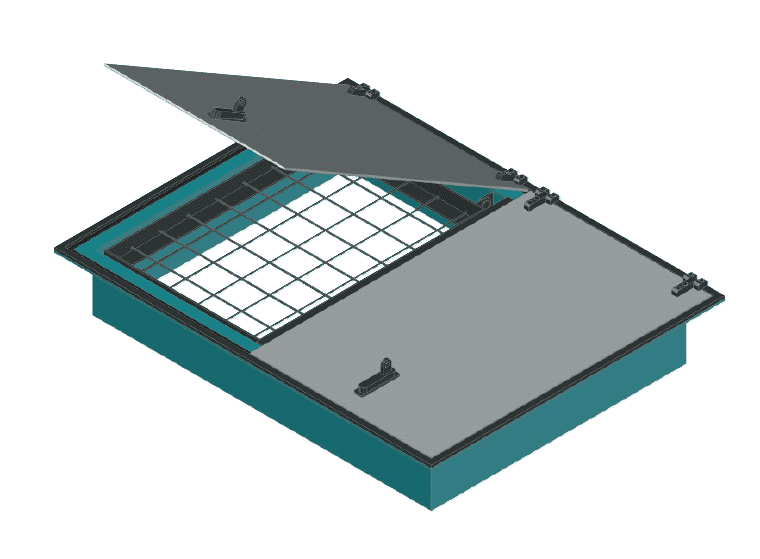


All Pumps standard access covers are manufactured from 6 mm checker plate using aluminium marine grade 5052 in H32 temper with triple grip finish with recessed hinges and lifting handles that are light to lift and cannot fall into the wet -well or valve pit.




The XRipper XRP inline grinder is the ideal solution for your wastewater, sludge and sewage grinding needs. With a motor mounted above the XRipper grinding shafts, the required footprint is kept to a minimum and allows for simple installation even in narrow shafts.


Designed to comply with water authority & council requirements, All Pumps control systems are manufactured to AS3000 electrical specifications.
From small wall mounted units to purpose engineered & built freestanding units, we offer the ultimate solution for service, reliability & ease of operation.

The Water Services Association of Australia (WSAA) accredits All Pumps Sales and Service for their FRP Sewage Pumping Stations and Emergency Storage Tanks.
All Pumps Sales and Service – FRP Sewage Pumping Stations and Emergency Storage Tanks
The WSAA National Product Appraisals program is a voluntary scheme introduced by the Water Services Association of Australia to provide a single coordinated appraisal of a product’s technical conformity to the needs of the urban water businesses. It was developed with industry assistance, and draws on the collective knowledge and experience of the urban water businesses and industry.

Rainwater Storage Project For Council TAFE – Delivered & Installed In 1 Day
Why waste space on your expensive property with an ugly above ground monstrosity when you can have a better solution that is out of sight? Enter the All Pumps’ Aquaflo modular underground storage system.

Custom-Built Frp (Fibre-Reinforced Plastic) Pump Station Built For A Customer’s Portable Building
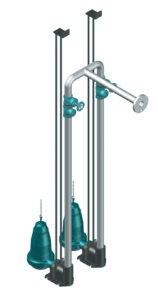
The customer needed a custom-built FRP (Fibre-Reinforced Plastic) pump station for its sewage to fit under a portable building.
The pump station was fitted with two free standing Sabre sewage grinder pumps and it was also issued with a control panel to be mounted on the building.

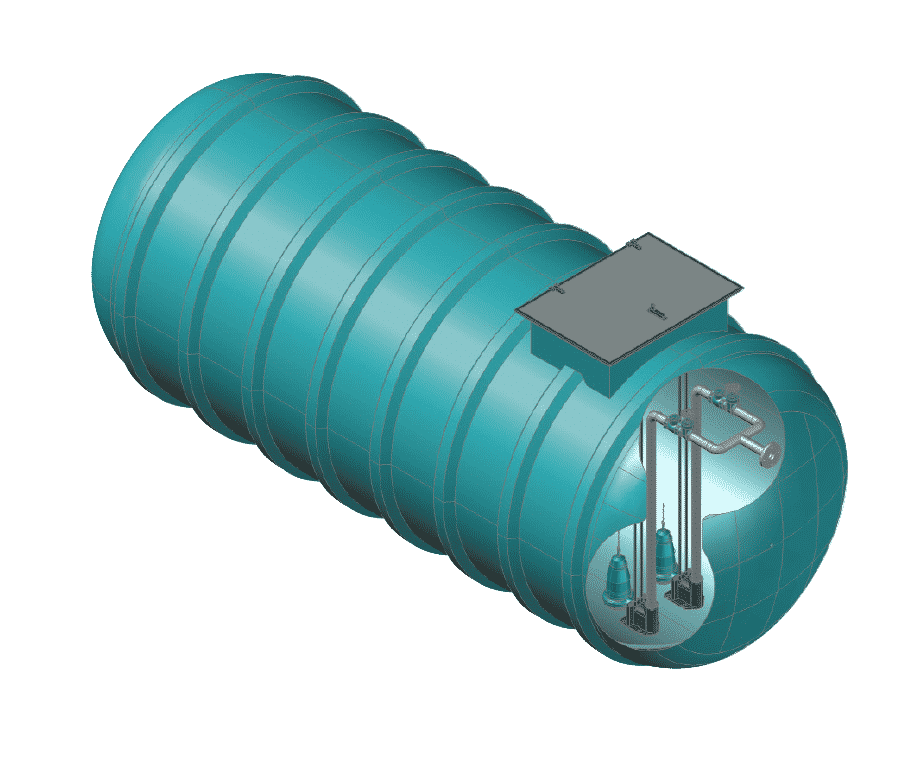
Packaged Storm Water Pump Station For A Flood Mitigation Project
All Pumps Sales & Service have recently supplied a very unique custom designed Fibreglass (FRP) Packaged Storm Water Pump Station for a Flood Mitigation Project for a School in Far North Queensland.

Custom-Built Sewage Pump Station Installed At The Gold Coast
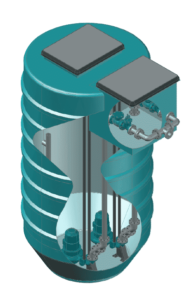
The contractor wanted a one piece “drop in” unit complying with Gold Coast City Council requirements.This sewage pump station was 2.0 metres diameter x 7.0 metres deep fitted with 900 x 900 integral valve chamber, aluminium checker plate lids complete with safety grates, the customer also requested a sewage muncher on the pump inlet which was installed on guide rails – giving the vendor peace of mind that any foreign objects or debris entering the pit is chopped in pieces prior to entering the pumps.
With over 40 years of experience, All Pumps Sales & Service has been dedicated to providing solutions in all fields of fluid handling. We have been customising pumps to the exact requirements of clients in the civil and building industries with a range of robust, reliable pumps and environmentally approved pollution control systems.
All Pumps is happy to take any inquiries, and is ready to help with your requirements today! Contact Us

Being one of the largest infrastructure building companies, our client requested us to assist on a Water Treatment Plant project in Southern NSW.
The project involved design and supply of a service water booster pump system and fire pump system. Both systems were required to be exposed to the weather at all times.
From left to right: Service Water Pump Package, Fire Water Pump Package
All Pumps provided a tailor-made solution for both pump systems. The service water booster pump system included five (5) Grundfos CRNE pumps working in parallel (4-duty & 1 standby) complete with control panel, 316SS pipework and an auto-backwash filter.
The entire system was packaged inside a custom built enclosure for the client to install on site. The fire water pump system included an electric fire pump system built to AS2941-2013 specifications with Hydromax centrifugal pump and WEG motor inside a custom built enclosure.
Contact your sales representative for more information.




Fire hydrant pump systems (also known as fire pumps, hydrant boosters, fire water pumps) are high pressure water pumps designed to increase the fire fighting capacity of a building by boosting the pressure in the hydrant service. Know more.

Graco’s SaniForce pail unloaders can evacuate medium to high-viscosity products from their original 55-gallon (208 l) containers, in less than 5 minutes – without diluting the material.
Inflatable wiper seals for increased efficiency and faster change-out of containers

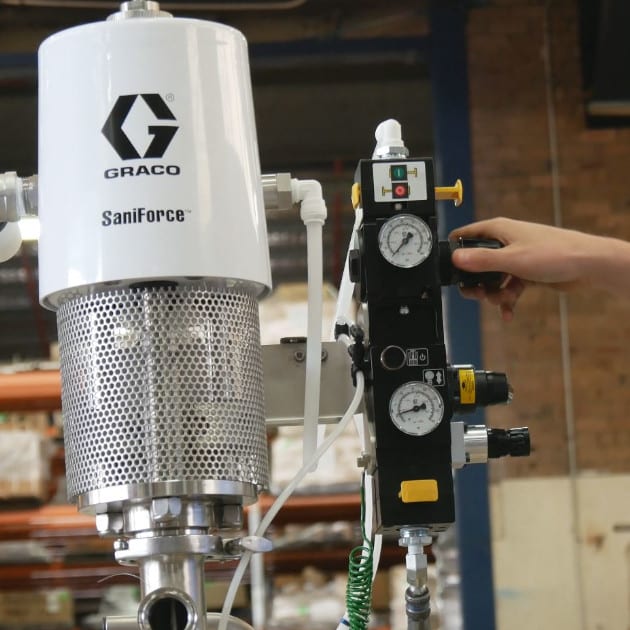


Saniforce by Graco has a wide range of pail pumps, drum pumps, diaphragm pumps & bin unloaders. They are efficient, low-maintenance and suitable for a wide array of applications. Know more.
All Pumps has these pumps and parts in stock and is ready to help with your requirements today. Contact Us

The event was a resounding success this year as it was able to bring in $26,700 for Camp Quality.
We at All Pumps are proud of Barry Crocker for supporting the Camp Quality Charity Golf Day.
The event was done in association with Camp Quality, whose purpose is to create a better life for every child impacted by cancer in Australia.
Camp Quality builds optimism and resilience for kids impacted by cancer and their families. They live by their motto: laughter is the best medicine.

The client needed to find a dosing pump capable of variable flow rates of high-viscosity glycerin while maintaining high accuracy.
The client needed to find a dosing pump capable of variable flow rates of high-viscosity glycerin while maintaining high accuracy and having a wide range of flow variation in a hazardous zone with a power supply restriction of a single phase.
All-Pumps provided the client with an Ex-Rated EXtronic solenoid-driven diaphragm metering pump designed for use in Hazardous location, fitted with PP4 for glycerine, and run using Single Phase power. This makes it safe for use in areas at risk from gases and vapours.


A small positive displacement pump, the dosing pump is designed in such a way that the pump produces an extremely precise flow rate for chemicals or other substances.
For more information reach out to the pump experts. Contact Us.
With over 40 years of experience, All Pumps Sales & Service has been dedicated to providing solutions in all fields of fluid handling. We have been customising pumps to the exact requirements of clients in the civil and building industries with a range of robust, reliable pumps and environmentally approved pollution control systems.
All Pumps is happy to take any inquiries, and is ready to help with your requirements today! Contact Us





